
 首页
首页 登录
登录 注册
注册





HTML
-
The transition to renewable energy currently taking place comes with the challenge of storing energy generated from wind, solar and tidal power plants within stationary or mobile storage facilities. Market-dominating commercially available batteries are lithium-ion batteries (LIBs). Their main functional components are lithium containing transition metal oxides at the cathode side, liquid electrolyte, and graphite materials at the anode side, in addition to the use of polymer binders, separators, current collectors and housing. For battery electric vehicles, certain requirements on performance parameters exist for the cells, including energy density, high power uptake and output (i.e. fast charging and discharging), safety and cost. This drives the ongoing development of battery technologies in science and industry, through which new approaches to improving battery performance are constantly sought.
One conceptual idea to improve LIBs is the replacement of the liquid electrolyte with a solid-state electrolyte (SSE). These batteries are called solid-state batteries (SSBs). These systems are currently developed at high pace, and two subtypes of this battery technology have been proposed [1]. Lithium metal SSBs could strongly increase both gravimetric and volumetric energy densities, whereas lithium-ion SSBs might allow for fast charging/discharging of the conventionally used electrode materials due to the high transference number of solid electrolytes, which could limit polarization issues [2].
Currently, there is a steep increase in the number of research articles on SSBs. Research fields comprise, for example, the synthesis and characterization of new SSEs [3, 4], investigation of interfaces between battery components, cell design studies and coating technologies to improve cycling stability. These studies have led to a recognizable improvement of SSBs resulting in considerable industrial interest. The increasing number of companies working in the field of electrochemical energy storage makes it likely that market-ready systems will be released in the near future, even if they might only be considered for certain niche applications.
At the current stage of development of LIBs, capacity fading on extended cycling of the battery sets an end-of-life (EoL) for these systems [5], though second-life applications can be considered, thus extending the practical usage time [6]. Nevertheless, recovery and recycling of used LIBs will become an unavoidable necessity at some point. For conventional LIBs, efforts have already been made to recover the individual battery components; we refer the reader to various review articles on this topic [7-10]. Regardless of these efforts, the solutions developed are not sufficient in terms of the required circular economy (CE), i.e. an efficient recovery of all individual components of the battery, suitable to rebuild the whole system. The main focus is set on the recovery of the most precious elements, such as Co, Li and further transition metals [6]. The recovery of the liquid electrolytes has received less attention than the recovery of transition metals and lithium, and this aspect has raised concerns [11]. Conventional liquid electrolytes are composed of organic solvents, such as ethylene carbonate (EC) or propylene carbonate (PC) mixed with inorganic salts of lithium with weakly coordinating anions, such as lithium hexafluorophosphate (LiPF6) or lithium perchlorate (LiClO4). While these organics are simply burned off under the formation of CO2 and H2O resulting in a certain carbon footprint (since the organic components were mainly made from fossil sources), the inorganic compounds are also destroyed in this process under the formation of potentially hazardous substances, such as HF, unless they are removed in a prior process for which there are existing patents [12].
SSBs will eventually also reach their EoL, by which time the battery needs to be replaced. Although EoL is a desirable state from an economic viewpoint, the societal burden is tremendous. Efforts to reduce the depletion of elemental resources within hard-to-recover battery waste should be made before the market release of new technology (although legislation often fails to implement working measures in this respect). This must not necessarily pose an economical obstacle to SSBs, but could also create an opportunity to influence cell design/material selection through aspects of ability for recovery, if the recycling of certain combinations of materials within an SSB turns out to allow for more efficient CE loops for the individual components. In this regard, several research groups have considered possible recycling strategies for SSBs. While many of these studies are based on theoretical considerations [13, 14], there have been few initial experimental attempts predominantly focusing on SSEs only [15-18].
In this perspective, we will discuss steps that would have to be undertaken to establish a CE of SSBs. To address this, we give an overview of different solid electrolytes currently studied (e.g. oxides versus sulfides versus halides versus polymers), and discuss their commonly used synthesis strategies with respect to the origin of the precursors and the precursor synthesis from resources. These considerations are in contrast to the more element-related considerations of the value-chain [19], which neglect the requirements for the synthesis of certain materials. We discuss the feasibility of the separation and recovery of materials within pyrometallurgical, hydrometallurgical and direct/dissolution-based separation recycling approaches. We show that different resource aspects and chemical values resulting from partly complex and energy-intensive synthesis procedures should be considered for CE-suited processing of EoL batteries and that different classes of solid electrolytes require individual recycling processes adapted to their characteristics.
-
Commercially available LIBs are usually composed of a graphitic carbon anode and either a layer-type (e.g. LiCoO2 (LCO), LiNixMnyCozO2 (NMC) and LiNi0.8Co0.15Al0.05O2 (NCA)), spinel-type (e.g. LiMn2O4 (LMO)) or olivine-type (e.g. LiFePO4 (LFP)) cathode, which are physically separated by a polymer-based separator (e.g. polyethylene, polypropylene) and a liquid electrolyte based on organic solvents (e.g. LiPF6 in mixtures of ethylene carbonate or dimethyl carbonate) [20, 21]. Within a LIB, the cathode material represents 40% of the overall cell weight and certainly accounts for a large part of its economic value [22]. Recycling processes leading to the recovery of the most valuable elements (e.g. Li, Co, Ni, ) have already been widely studied and industrially implemented [23]. Pyrometallurgy, hydrometallurgy and direct recycling have proven to be particularly successful in this respect. In particular, pyrometallurgy and hydrometallurgy are already commercialized, whereas direct recycling is still only feasible at lab scale. Despite the lower economic value, the interest in the recovery of graphite [24] and Li-containing liquid electrolyte [25] have increased in recent years.
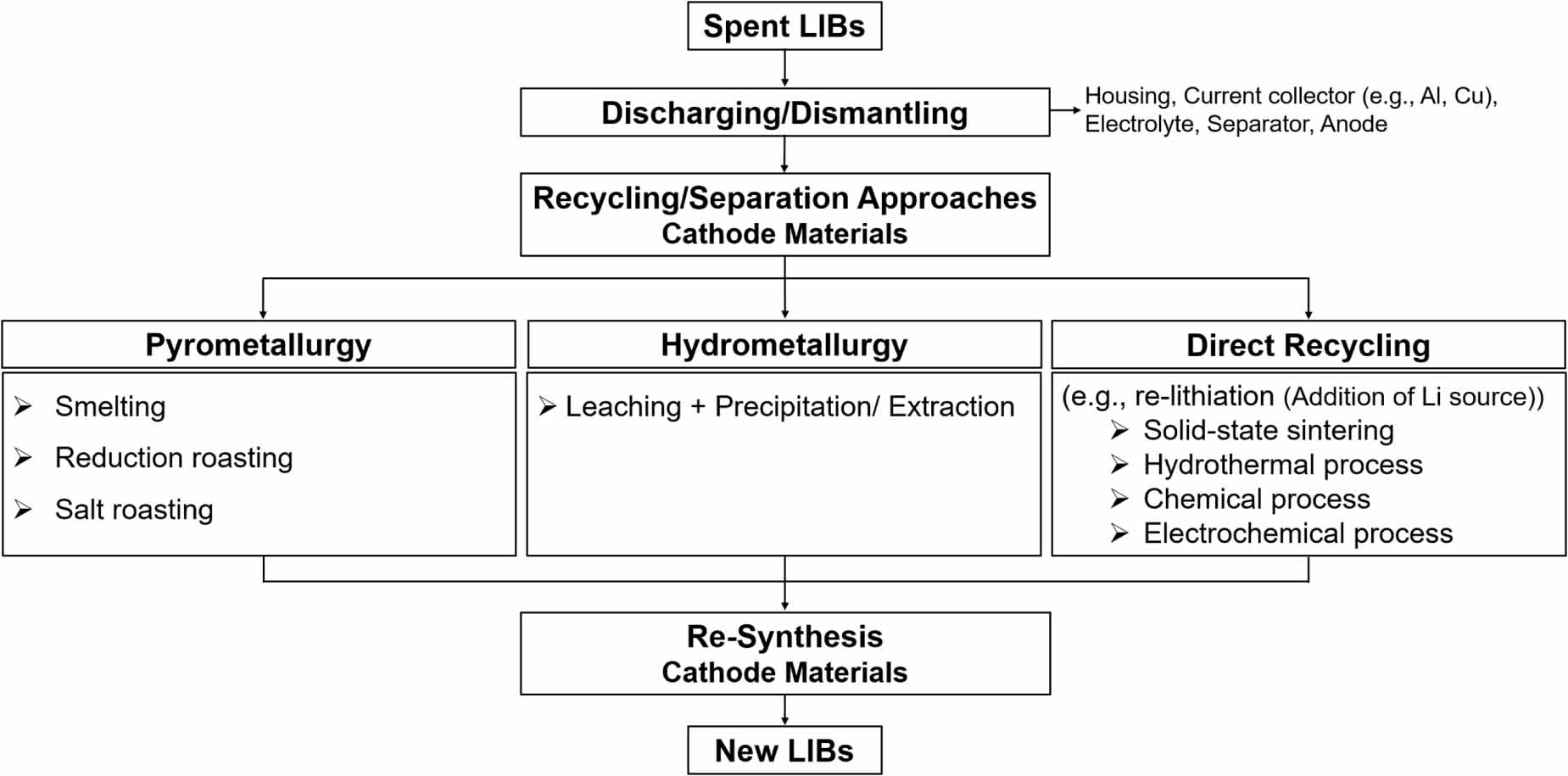
Before considering any recycling process, pre-treatments including discharging and dismantling of the battery cells are required [26]. Discharging is carried out via thermal, chemical or electrochemical methods before dismantling the battery cell to avoid potential risks, such as electric shocks, fire, explosions as well as chemical hazards, arising from the organic liquid electrolyte [27]. The subsequent dismantling includes mechanical pre-treatments, such as physical and chemical separation. In this step, current collectors (Cu- and Al foil), separator and electrode materials are separated from each other based on their physical properties (e.g. hydrophobicity, hydrophilicity and density) [26]. Then, different recycling strategies for the recovery of active cathode materials from spent LIBs can be pursued. Here, mostly cathode materials, lithium contained within the electrolyte and graphite are considered for recycling of LIBs (in addition to the metals from the current collectors). These strategies for recovering metals from active cathode materials are briefly introduced in the following (figure 1).
-
Pyrometallurgy is a high-temperature process, which includes methods, such as smelting [28], reduction roasting [29, 30] and salt roasting [31]. Pyrometallurgical routes are often combined with subsequent hydrometallurgical processes (see section 2.2) to recover the individual elements from the formed transition-metal alloys (composed of e.g. Fe, Co, Cu, ). In addition, by-products, such as slag and (partially hazardous) gases are generated, among them, e.g. CO2 from the use of carbon-based reductants. Other gases arise from the decomposition of electrolyte and binder materials. Lithium is enriched within the mineral-based slag, which requires additional processes for its full recovery by means of hydrometallurgy. Smelting is widely used in the industry (extensive usage experience exists for metal extraction from ores) due to its simple processing and high efficiency. However, the large CO2 footprint, the formation of hazardous gases (e.g. from incomplete fluoride removal), the high energy consumption and costs, and the additional purification steps needed are detrimental [27, 32]. Moreover, this process is problematic with respect to the volatility of lithium at high temperatures. LiOH can easily be formed from oxidic samples by reacting with water from air. Since LiOH has a low melting and evaporation point, it can undergo chemical vapor transport, which would result in losses due to the release of this valuable resource to the surrounding environment.
-
Hydrometallurgy is a chemical process, in which powder materials are leached/dissolved and individual elements are recovered, e.g. by precipitation and solvent extraction. Leaching can occur in either acidic or alkaline media. Particularly well-studied are leaching procedures in mineral acids, such as hydrochloric acid (HCl) [33-35], sulfuric acid (H2SO4) [36-40], nitric acid (HNO3) [41, 42] and phosphoric acid (H3PO4) [43, 44]. To obtain efficient dissolution for certain electrode materials, redox-active agents (e.g. hydrogen peroxide (H2O2) [40, 45] as an oxidizer or sodium bisulfite (NaHSO3) [39] as a reductant) are used (e.g. Co2+ has higher solubility in comparison to Co3+). Furthermore, alkali leaching (e.g. using ammonia) has been of great interest due to its potential for selective leaching (dissolving specific elements resulting in the separation from others) [46-48]. This originates from the formation of stable metal ammonia complexes (e.g. Ni and Co), which could simplify the overall process by reducing the amount of precipitation and the number of purification steps necessary. Precipitants (e.g. sodium hydroxide (NaOH), sodium carbonate (Na2CO3), sodium phosphate (Na3PO4)) are also used to generate precipitates in the form of either transition metal hydroxides, carbonates or phosphates at different specific pH levels. Apart from inorganic acids, organic acids (e.g. citric acid (C6H8O7) [49-51], acetic acid (C2H4O2) [52]) have attracted attention since they are environmentally friendly.
The main advantages of hydrometallurgy are the high recovery yields and low energy consumption. However, disadvantages are the hard-to-control co-precipitation of elements related to their similar chemical properties (e.g. similar solution chemistry of Fe, Co, Mn), the release of hazardous gases under certain circumstances (e.g. Cl2, NOx) as well as the requirement to process the aqueous waste [32].
-
For conventional LIBs, the term direct recycling is frequently used for processes in which a complete recovery and regeneration of the active material can be achieved without changing the original compound structure, e.g. via a re-lithiation process [22]. Re-lithiation is necessary to compensate for lithium losses that arise during battery operation from side-reactions, e.g. the formation of a solid-electrolyte interface. The reaction can be performed via different routes by the addition of a lithium precursor, including solid-state sintering [22], hydrothermal [53], chemical [54] and electrochemical [54] processes. The main advantage of direct recycling is the comparative simplicity and efficiency of the process. In addition, fewer emissions and secondary pollutants are generated in comparison to pyro- and hydrometallurgy [22, 55]. Moreover, in terms of closed-loop economy and sustainability, this process allows an almost complete recovery of the Li that remains in the active electrode material without further processing through pyro- and hydrometallurgy.
2.1. Pyrometallurgy
2.2. Hydrometallurgy
2.3. Direct recycling
-
The potential application of SSEs in SSBs has resulted in the extensive investigation and development of various classes of SSEs, which can be divided into two main categories: inorganic [56] (e.g. oxides, sulfides and halides) and polymer [57] SSEs. In general, an optimal SSE needs to fulfill certain criteria, including high ionic conductivity, good chemical and mechanical stability, a large electrochemical operation window, environmental friendliness and low production costs [56, 58]. Current research is extensively focused on the optimization of the electrochemical characteristics of the SSE and its interfacial resistance within the active electrode materials. However, environmental friendliness and low production costs appear to be of secondary importance, but can be considered important for the development of CE-suitable recycling approaches. Thus, the next sub-sections discuss the different SSE classes with specific examples and describe relevant aspects of the extraction of the (partially critical) raw materials from natural resources, and of their use as precursor materials for the synthesis of SSEs within partially complex and energy-intensive synthesis procedures.
-
Various oxide-based materials (we refer to oxide-based here as materials that contain oxide ions or oxygen-containing polyanions such phosphates) have been considered as SSEs within SSBs. The main materials that have been discussed in the literature are garnet-based compounds, such as Li7 - y- 3xAlxLa3Zr2 - yTayO12, which obtain their high ionic conductivity from chemical complexity, i.e. from doping the Li-site with Al under the formation of vacancies or from creating vacancies through substitution of Zr4+ by Ta5+ [4, 59]. Alternatively, glass-ceramics, such as LiPON [60] or materials with perovskite-type structure, such as Li3xLa2/3 - xTiO3 [61] or NASICON materials such as Li1 + x(Al,Ge)xTi2 - x(PO4)3 [62], have also been discussed. All these materials have in common the fact that their synthesis can be based on the reaction of metal oxides and carbonates within solid-state reactions at higher temperatures [63] or via solvent-based approaches, such as sol-gel [64] or spray-pyrolysis [65]. To achieve sufficient performance, sintering is required since grain boundary resistances can be high [66, 67], and dense ceramics usually give the best conductivities required for applications [66]. Since this implies strong limitations on the fabrication of SSBs and can have detrimental effects for obtaining high cycling stability due to volume changes of the electrode materials [68, 69], the development of hybrid electrolytes made of polymer and ceramic electrolytes has also been considered in the literature [70].
For oxide-based solid electrolytes, all constituting metals occur naturally within minerals in basically the same or a similar formal oxidation state than they do in the targeted compounds. Their binary oxides are most often produced by purifying the ores from easier-to-reduce compounds via pyrometallurgical processes and by treating the resulting slags within acid-base-type reactions. Oxide-based solid electrolytes have a very high electrochemical stability, meaning that they can hardly be reduced (they can even be stable towards metallic Li [71]) or oxidized from the electrode materials. This also leads to stable bonding between the metal ions and oxygen. Thus, the highest economic value and ecological impact originate from the low/limited natural abundance of e.g. ZrO2, Ta2O5, La2O3, TiO2 and Li2O. This will have a great influence on the recycling process since the formation of metallic La/Zr/Ta/Ti via the reduction of the corresponding oxides would imply a high demand for energy compared to the formation of first-row transition metals via pyrometallurgical processes.
-
A variety of candidates are currently under discussion with the view to being used as sulfide-based electrolyte materials. Some examples are thiophosphate-based materials, such as
-Li3PS4 [72], argyrodite materials Li6PS5X (X=Cl, Br, I) [73] and Li10GeP2S12 (LGPS) [74]. These materials have in common that their synthesis relies on the use of sulfide precursors, such as Li2S, P2S5, GeS2 or SnS2 and the halogenides LiX (X=Cl, Br, I) of lithium. The sulfides of Li/P/Ge/Sn do not occur naturally, and these precursors must be generated from chemical routes by reacting the corresponding elements (Li/P/Sn/Ge) with sulfur (S8) or their oxides (GeO2) with H2S, where the reaction of the elements helps to improve the purity of the obtained sulfides. Sulfur either occurs naturally or is a non-critical by-product of the fossil energy industry. However, the fact that Li/P/Ge/Sn must be transferred to the elemental state for the synthesis of precursors of thiophosphate electrolytes requires energy-intensive processes. The chemical routes further rely on the use of carbon as a reductant that reacts under the formation of additional CO2. Thus, the formation of 1.00 t of phosphorus results in the formation of 3.54 t of CO2 (considering further oxidation of CO by using it for heating the slag) and 5.63 t of CaSiO3 as by-products as well as the energy required for the electricity to operate the furnace (13 MWh per ton [75], corresponding to 5 t of CO2 for the current German energy mix). Metallic lithium can be generated from the electrolysis of melts of lithium chloride, which itself can be formed from lithium containing minerals by the addition of hydrochloric acid. The electrochemical reduction of LiCl under the formation of chlorine requires 5.2 t of HCl per ton of Li. The formation of GeS2 is less critical with respect to energy consumption or CO2 release and can be obtained by acid-base-type reactions starting from GeO2.
Once the sulfides are created, there are various routes for the fabrication of sulfide-based electrolytes, including ball-milling of the sulfides (partly followed by heating) or solvent-based routes [76]. All these steps must be performed under an inert atmosphere to avoid reaction with water or O2 under the re-formation of M-O bonds. Many sulfide electrolytes are then obtained in a partly amorphous state [72]. Since the amorphous state is a metastable state, it can originate from slow crystallization kinetics or the introduction of impurities and defects during synthesis. Clearly, the detailed synthesis route has a strong impact on the functional properties of each electrolyte. Therefore, any further treatment of the electrolyte within a recycling process could potentially change the intrinsic material properties and might make it more or less suitable for re-use. Considering the chains of chemical reactions underlying the synthesis of sulfide electrolytes, we emphasize that the maintenance of bonding to sulfur of Li/P/Ge/Sn could present a very important strategy for the recovery of this chemical component from EoL batteries. For P and S, this will almost certainly be more relevant than pure elemental abundance for efficient circular processes.
-
In recent years, certain halide [77] and oxyhalide [78] materials have been studied as electrolytes for SSBs. These materials include, e.g. doped Li2ZrCl6 [79], Li3InCl6 [80], Li3Y(Cl,Br)6 and anti-perovskite-type Li3OCl [78, 81, 82].
The synthesis of Li3OCl is of special interest in the context of recycling of SSBs, since it would not involve materials other than Li2O and LiCl, where the former can be prepared from heating Li2CO3 beyond its decomposition point under dry atmosphere.
For the synthesis of halide-based electrolytes, mechanical ball-milling or liquid-phase synthesis, including water-mediated [83] and ammonium-assisted wet chemistry [84] can be used. For example, Li3InCl6 can be synthesized via a water-mediated synthesis route by dissolving LiCl and InCl3 under the formation of an intermediate hydrated Li3InCl6·xH2O phase followed by a subsequent drying process under vacuum. Interestingly, Li3InCl6 can also be recovered after re-dissolution in water without any deterioration. However, binary chlorides used as precursors for other halide electrolytes (e.g. YCl3 used in Li3YCl6) hydrolyze upon contact with moisture. To avoid this, an ammonium-assisted wet chemistry method can be applied for the synthesis of Li3MCl6 (M=Y, Sc, Er) [84]. In this approach, (NH4)3 [MCl6] intermediates are formed, in order to suppress the hydrolysis of binary halides. Li2ZrCl6 can be formed by milling, followed by heating of the binary chlorides in dry conditions, due to the sensitivity of the Zr-Cl bond towards hydrolysis [79].
For chloride-based electrolytes, both recovery of the metals, ideally complemented by the maintenance of the M-Cl-bond, should therefore be considered in developing approaches for the recovery of this class of electrolytes.
-
Solid polymer electrolytes have been widely studied due to their promising properties, such as mechanical flexibility/strength, good processability and interfacial stability/compatibility. These electrolytes typically consist of a polymer host and a Li-ion containing salt. Various host materials, including, e.g. poly(ethylene oxide) (PEO), polyacrylonitrile (PAN), poly(methyl methacrylate) (PMMA), poly(vinylidene fluoride) (PVDF), poly(vinylidene fluoride-hexafluoropropylene) (PVDF-HFP) and thermoplastic polyurethane (TPU) have been reported [57, 85-87]. Among these, PEO-based electrolytes are the most extensively studied. Various synthesis routes can be used for the polymers themselves (such as radical polymerization, cationic/anionic polymerization, etc, of the monomers), for which the reader is referred to relevant textbooks [88, 89].
Lithium hexafluorophosphate (LiPF6), lithium tetrafluoroborate (LiBF4), lithium bis(trifluoromethanesulfonyl)-imide (LiTFSI), lithium perchlorate (LiClO4), lithium hexafluoroarsenate (LiAsF6) and lithium bis(oxalato)-borate (LiBOB) are commonly used salt additives and can be dissolved in the polymer via solution-based approaches, heating or ball-milling processes. However, relatively low ionic conductivity and transference numbers still remain obstacles for the wide-spread usage of batteries based on polymer electrolytes [57, 85-87].
In addition to solid polymer electrolytes, the development of gel polymer and composite polymer electrolytes have attracted increased interest. Added liquid solvents and fillers can significantly improve the properties of the electrolytes [57, 85-87]. For solvents, e.g. carbonates (propylene carbonate (PC), ethylene carbonate (EC), dimethyl carbonate (DMC), diethyl carbonate (DEC)), ethers (tetraethylene glycol dimethyl ether (TEGDME), 1,2-dioxolane (DOL), dimethoxymethane (DME)) and ionic liquids have been investigated. These are used to dissolve the salt, leading to gelation of the polymer and, thus, leading to an increase in ion mobility and improved interface contact. Furthermore, polymer composites can contain inert ceramic fillers, such as LiAlO2, Al2O3 and SiO2 or solid ion conductors, such as Li7La3Zr2O12 in addition in the form of composite electrolytes (i.e. the additives are not dissolved in the polymer matrix), which can lead to an increase in the ionic conductivity, interfacial stability and/or transference number [70, 87, 90, 91].
In any case, all polymers and their corresponding monomers are (chemically modified) products of the oil and gas industry and thus are derived from non-renewable resources that are typically exploited. More recently, a switching from fossil to renewable carbon sources in the form of biofuels that can be produced from bio mass has been striven after [92]. Thus, the origin of the carbon will have to be considered as a main design aspect for the recovery of polymers through maintenance of the polymer chains should surely be considered a design criterion regardless of the carbon source used for the monomer synthesis. The same applies to solvents used for gelation and salts with partial organic components (such as TFSI-), for which preservation of the functional group would be worth targeting.
3.1. Oxide-based SSEs
3.2. Sulfide-based SSEs
3.3. Halide-based SSEs
3.4. Polymer-based SSEs
-
In section 2, the different recycling strategies for conventional LIBs are briefly discussed. The knowledge gained from the recycling of spent LIBs (mostly focusing on the recovery of active cathode materials only) can be referred to and modified to the recycling of SSBs, but needs to be extended at the same time. In general, recycling strategies for SSBs need to overcome some obstacles, such as the separation of the different cell components (e.g. anode, cathode and solid electrolyte) with minimal processing steps, the prevention of toxic, expensive and hard to recover solvents and a high and efficient recovery rate of the individual components or their precursor materials for further re-synthesis. The recycling strategy needs to be adapted in order to obtain a flexible and closed-loop recycling model, which can be ideally applied to a variety of different cell chemistries (e.g. oxide-, sulfide-, halides- and polymer-based SSBs) [14, 55, 93].
In contrast to conventional LIBs, in SSBs the solid electrolyte cannot be easily separated from the electrode materials, leading to complex element mixtures and thus making the recycling process more difficult. It is suggested that the components be mechanically crushed (e.g. ball milling) into a homogeneous black mass that can be recycled based on currently available recycling methods used for the treatment of conventional LIBs. In this context, the feasibility of already established processes (pyrometallurgy, hydrometallurgy and direct recycling) are examined in the following. Possible concepts and challenges for the different classes are discussed with respect to potential treatments. A special focus is set on the complex chemistry arising from the different combinations of active electrode and electrolyte materials in order to re-gain elemental resources and/or to maintain specific chemical units.
-
As already mentioned in section 2.1, pyrometallurgy is the most commonly used process applied to conventional LIB recovery, which makes adaptation considerations for the recycling of SSBs worth discussing. In the following, we discuss the potential of this approach for specific SSEs, and we show that it will likely become a challenge to perform these approaches taking the aspects of CE into account.
-
Heating of oxide-based solid electrolytes and electrode materials together with carbon in a pyrometallurgical approach leads to cross-reactions and redistribution of elements, which has been demonstrated by various heating experiments of binary mixtures [94-96] in order to fabricate functional SSBs. Schwich et al [13] have considered pyrometallurgy for SSBs with ceramic electrolytes, and raised concerns about the feasibility of this route. They outlined that this procedure would most likely be suitable to separate late transition metals, such as Cu, Ni and Co, from the earlier transition metals Ti, Zr, Nb and Ta and the rare earth La. This is related to the easier reducibility of late transition metals [97]. However, it would require that the amount of reductive carbon added is balanced out since metals of the titanium group would in principle also tend to be reduced under the formation of carbides in this process [98]. These carbides need to be treated in further steps with chlorine gas resulting in the formation of metal chlorides, which can be finally reduced with magnesium to the metallic state. All these steps are highly energy demanding.
These considerations were taken into account in a recent work by Schirmer et al [99], who investigated the formation of a synthetic slag by adding the oxides Ca, Al, Si as well as Ti and P to a mixture containing the oxides Li, La, Zr as well as Ta representing a ceramic waste of an oxide-based SSB. This synthetic slag represents an engineered artificial mineral approach, from which different metal oxides are recovered using further treatments. After heating and cooling the synthetic slag, they found complex phase mixtures containing thermodynamically stable phases (e.g. Zr/Ta are enriched in perovskite phases). The authors state that it will require additional non-equilibrium phase thermodynamic modeling to improve the separation further.
It should also be considered that elemental mixing can be problematic for certain combinations of materials if they are not separated beforehand. Considering, for example, the mixing of the two SSEs Li1 + xAlxTi2 - x(PO4)3 and Li7 - 3xAlxLa3Zr2O12, the results of Schirmer et al [99] indicate that these materials might redistribute their constituents within a slag, which would require further separation steps and might thus further complicate the separation in comparison to a single SSE within the to-be-recycled mixture. Consequently, pyrometallurgical processes might result in complex and highly-branched conversion flow-charts with high energy demands for the heating processes. In addition, the tendency of some metals (e.g. Ti) to form carbides could also require their re-oxidation. These procedures may be more robust, but at the cost of high energy consumption. In addition, more resources for mineral admixtures to enhance elemental separation are required.
In summary, the recycling of oxide-based SSBs using pyrometallurgy will likely require high energy consumption and provide a large carbon footprint for the reduction process. From a chemical viewpoint, this step is not necessary, since the obtained metals will have to be re-converted to oxides for the re-formation of cathode materials and SSEs in any case. In addition, hydrometallurgical processing steps are most likely required for further treatment of the slag/thermodynamically stable phases, making the development of hydrometallurgical routes attractive for oxide-based mixtures of materials.
We also acknowledge that few attempts have been made to regenerate Li7La3Zr2O12 via thermal methods in the absence of other active materials, although these methods might not be considered as pyrometallurgical approaches in the classical sense. It was shown that dendrite-penetrated ceramics can regain their functionality by a thermal treatment in air. Short- circuited LLZTO pellets were exposed to air (50% humidity), whereby the reaction between the Li- dendrites and air lead to the formation of LiOH and Li2CO3, which then form lithium oxide on heating. Due to the small amount, lithium oxide is then reacting with the surrounding solid electrolyte, without introducing significant changes [18]. Alternatively, short-circuited garnet materials can also be mixed with fresh material and sintered to regain functionality, with even higher conductivities than the original compound [16].
-
From the obtained product, the elements lithium, phosphorus and other metals could be recovered in secondary steps. The formation of gaseous SO2 is critical, and the gas needs to be washed out to prevent release into nature and to recover the sulfur from it.
Although there are considerable reserves of phosphorus in the form of phosphate rocks worldwide, phosphorus is predicted to become a critical element due to a growing demand, especially for the fertilizer industry [100]. Since the preparation of thiophosphates requires the reduction of P(+V) species to the elemental state, the P(+V) containing intermediate obtained after an oxidative treatment would have to be reduced to the elemental state to re-synthesize the electrolytes. As described in section 3.2, the current thermal process to produce elemental white phosphorus P4 starts from calcium phosphate or apatite precursors under the addition of SiO2 and carbon as a reductant, and is performed within an arc furnace at temperatures as high as 1500 C [97]. The addition of SiO2 is required to bind CaO and to trigger the reduction process.
The oxide slag obtained after the thiophosphate oxidation would have to be critically accessed for the potential of recovering P4 from it, and potential side reactions would have to be considered. Most likely, the Li2O + LiX fraction would have to be washed out to avoid lithium losses within the high-temperature process. Other metal oxides, such as GeO2 or SnO2, might represent another problem since they would be reduced to the elemental state in the reduction process and could lead to the formation of phosphides as a competing reaction.
The re-formation of Li2S from an oxide source might represent a second energy-intensive process since it would require the reduction of lithium to the metallic state and subsequent reaction with sulfur to obtain lithium sulfide in a sufficiently pure state for further use. In contrast to conventional LIBs, one must therefore bear in mind that the re-creation of (Li/P/Ge/Sn)-S bonds will have a significant impact on how to design a CE-suited recycling approach for sulfide-based SSBs. In addition, specialized routes will necessarily be required to reduce the environmental impact. A favorable factor is that the large sources of sulfur originating from the desulfurization of natural gas, oil and coal resources [101] imply very low supply risks [102] of this element in the near future.
-
Pyrometallurgy for chloride materials to separate them from other battery components should also be considered under different aspects than for oxides or thiophosphates. Chloride salts are often very corrosive once in a molten state and can react with other materials from the battery, e.g. under the formation of oxychlorides. Humidity would be considered critical and might lead to the formation of corrosive HCl at elevated temperatures. Regardless of these aspects, pyrometallurgy might be a beneficial procedure for certain metal chlorides that have comparably low melting temperatures and a fairly high vapor pressure. Under these circumstances, they could in principle be separated from other materials (e.g. oxides) on heating, as long as cross-reactions in the molten state can be avoided. If we take the example of ZrCl4, the sublimation of this binary chloride can be as low as 331 C [103], which might make it possible to use fairly moderate temperatures in order to sublime parts of the chloride away from other components. However, other chlorides are unlikely to be separable from other components without avoiding reaction. For example, YCl3 has far higher melting and boiling temperatures of 721 C and 1507 C [104], respectively, and this will likely result in reactions with other components of the battery.
-
Due to the chemical nature of polymers, pyrometallurgical approaches are only partly suitable for the recycling of polymer-based SSBs and should only be considered suitable for CE-suited recycling strategies if the polymer has originated from regenerative carbon sources.
Upon heating the batteries to high temperatures, the polymers (and organic solvents) will burn of under the release of e.g. CO2, CO, NOx and other elements, potentially harmful compounds (aromatic hydrocarbons, heterocycles and their derivatives) [105] in the presence of oxygen, or otherwise lead to the reduction of metals from cathode materials (lowering the additional amount of carbon required for this process). These gases can be partially processed within complex chemical processes (e.g. bio-conversion of CO2 into biofuels) [106, 107]. In addition, the use of fluoride-containing Li salts would require a separation of the salt from the remaining black mass prior to the heat treatment to avoid the formation of HF and the loss of Li. The separation of the salt from the matrix can be carried out via solvent treatment due to its higher solubility, and the remaining black mass would remain undissolved. Suitable solvents would need to be determined and should avoid dissolving other components, such as the polymer itself. Furthermore, residual Li within the polymer would be lost upon burning the polymer, which would result in the formation of water. Water can induce the formation of volatile LiOH (see section 2.1). In summary, we believe that pyrometallurgical processes should be strongly avoided for CE when polymer electrolytes are used in SSBs.
-
Hydrometallurgical recycling methods for SSBs might barely differ from conventional LIBs and are based on the known leaching, precipitation and filtration processing with the objective to form suitable precursors to be used for re-synthesizing battery components. However, the biggest challenge for the hydrometallurgical processing of SSEs is the higher number of elements in SSBs with inorganic electrolytes, which can lead to undesired co-precipitation of different elements, making the re-synthesis of both solid electrolyte and electrode materials more challenging. In this section, different hydrometallurgical approaches with respect to their challenges and their opportunities are discussed. It will be shown that different leaching solvents can strongly influence the recycling process. We highlight that only oxide- and to some extent polymer-based SSBs are likely to be recoverable within simple CE-suited hydrometallurgical processes and that the sulfide- and halide-based SSBs can be best processed using direct recycling methods in the sense of dissolution and recrystallization. Recycling of sulfide-based SSEs needs to be conducted under inert atmosphere conditions and with water-free leaching solvents to avoid decomposition. Hence, a hydrometallurgical process that uses aqueous acidic or basic media is not feasible for sulfide-based SSEs. Despite the possible solubility of halide-based SSEs in aqueous acidic or basic media, the recovery of metal-halides might be challenging since the precursor materials of the electrode materials should be preferably precipitated as oxides and those of the electrolyte as halides.
-
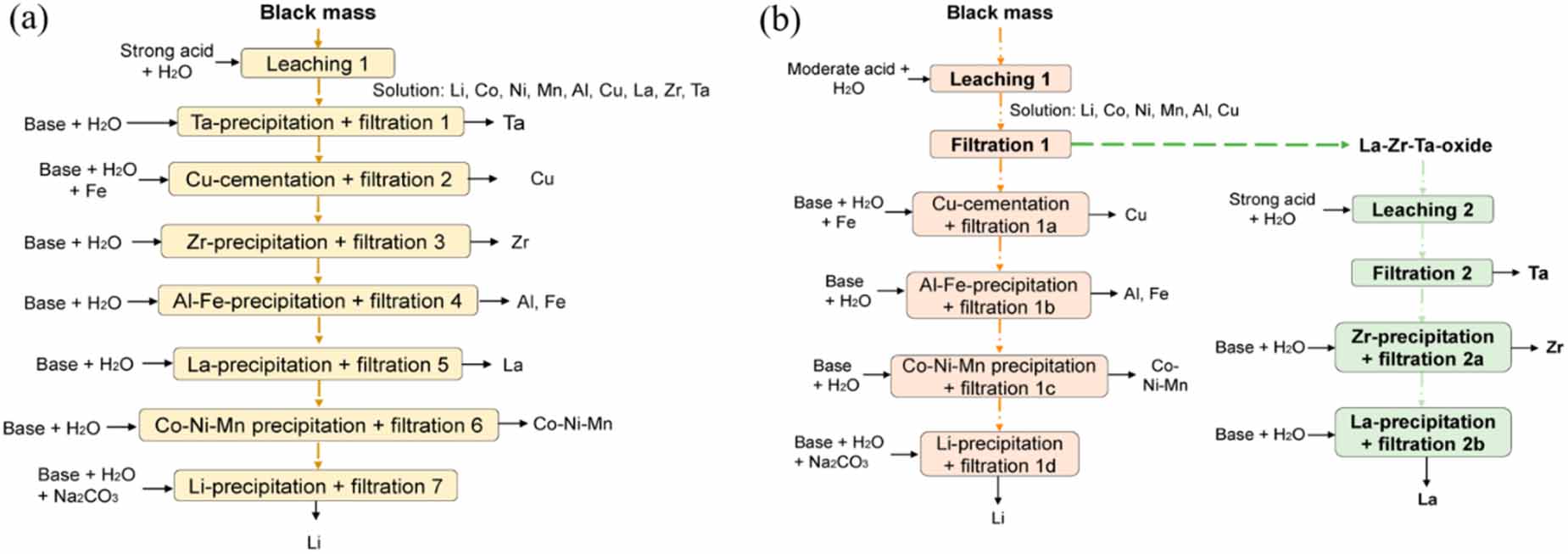
The solution chemistries of the metal oxides used within oxide-based SSE and the electrode materials make the separation of the materials more difficult compared to the conventional LIBs, which have limited elemental variety. A few attempts at hydrothermal approaches have been reported on the garnet-type Li7 - xMxLa3Zr2O12 (M=Al or Ta substituted LLZO) SSE, which tries to create an understanding of the behavior of pure SSEs and composite mixtures of electrode materials within these processes. Schwich et al [13] have proposed two different theoretical recovery approaches for a cell system containing LLZ + NMC (figure 2). The first approach suggests the complete dissolution of both electrolyte and electrode materials within a single leaching step in an aggressive leaching medium (figure 2(a)). The recovery of individual elements is implemented via a multi-step chemical precipitation process at specific pH-levels. Figure 2(b) represents a selective leaching method, whereas in a first step the electrode material is being fully dissolved under moderate acidic conditions and the electrolyte material remains undissolved. In a second step, the electrolyte is dissolved in a strongly acidic medium. The individual elements are recovered via a multi-step chemical precipitation process at specific pH levels after an individual leaching step. The overall advantage of the selective leaching approach is less co-precipitation of different elements as the electrolyte can be separated from the electrode material.
Understanding the dissolution behavior of the SSE in aqueous and acidic media itself is important and should be considered prior to explaining separation strategies for more complex mixtures. Schneider et al [17] have investigated the leaching behavior of Al- and Ta-substituted Li7La3Zr2O12 in water, as well as in mineral acids (H2SO4, HCl) and organic acids (citric, oxalic, acetic and formic acid) at room temperature. Leaching LLZO in water enables the dissolution of Li in the form of LiOH with a leaching efficiency of up to 57% and the recovery of protonated LLZO. Here, the dissolution of Li from the garnet can be attributed to its sensitivity towards moisture and the resulting Li+/H+-proton exchange reaction. Further, it was observed that an almost complete dissolution of the garnet could be achieved using 1M hydrochloric-, 1M sulfuric-, 1M citric- and 1M oxalic acid at room temperature. The dissolution of LLZO in oxalic acid results in the recovery of lanthanum oxalate, enabling a selective leaching approach. Insufficient dissolution was observed in acetic and formic acid. In this study, only the dissolution behavior in different solvents was investigated. However, the recovery of the elements, e.g. Li, La, Zr, Al and Ta, was not considered further. Few reports exist on the separation of oxide-based SSEs from oxide-based electrode materials. These attempts were based on the use of ternary material mixtures of a cathode, an anode and an electrolyte material to determine the general feasibility of regaining the materials by sequences of acid/base treatments followed by recrystallization.
Nowroozi et al [108] studied the use of hydrochloric acid at different concentrations to separate the different materials of a mixture of Li7 - 3xAlxLa3Zr2O12, LiFePO4 and Li4Ti5O12. It is found that the dissolution of all materials with subsequent precipitation upon the addition of NaOH can be used to recover certain (but not all) precursor materials (e.g. La2O3 and ZrO2) in a fairly pure form, but a complex sequence of precipitation steps with long treatments was required (figure 3(a)). A garnet-structured solid electrolyte can be re-synthesized after the addition of Li2CO3 from an external source. It is further described that the full dissolution of all materials at once can lead to the unfavorable re-distribution of chemical elements, e.g. due to the formation of perovskite-type LaFeO3. The tendency of late transition metals, such as Mn, Fe, Co and Ni, to form perovskite phases together with La [109-111] might be problematic for the efficient recovery of the different metal oxides by hydrometallurgical processes and will require further processes to separate these metal species. A way to circumvent this could be the precipitation of lanthanum in the form of lanthanum fluoride [112] followed by a second acid-base reaction to recover the hydroxide or oxide of lanthanum since the late transition metals tend to form soluble fluorides or soluble MF6z- complexes [113]. As already mentioned above, the undesirable co-precipitation of different elements and the lengthy extraction steps leading to an intricate litigation remains a big issue for the hydrometallurgical process. Furthermore, the recovery of Li from the leachate as Li2CO3 would have to be performed as well. The experiments show that Li from the SSEs will likely be transformed into leachate. Since Li is the most soluble elemental component of battery materials, its re-precipitation has to be performed from the final leachate after careful separation of other metal components. This precipitation can be performed via the use of Na2CO3 and is still optimized to increase the Li2CO3 yields further, e.g. via process engineering [114].
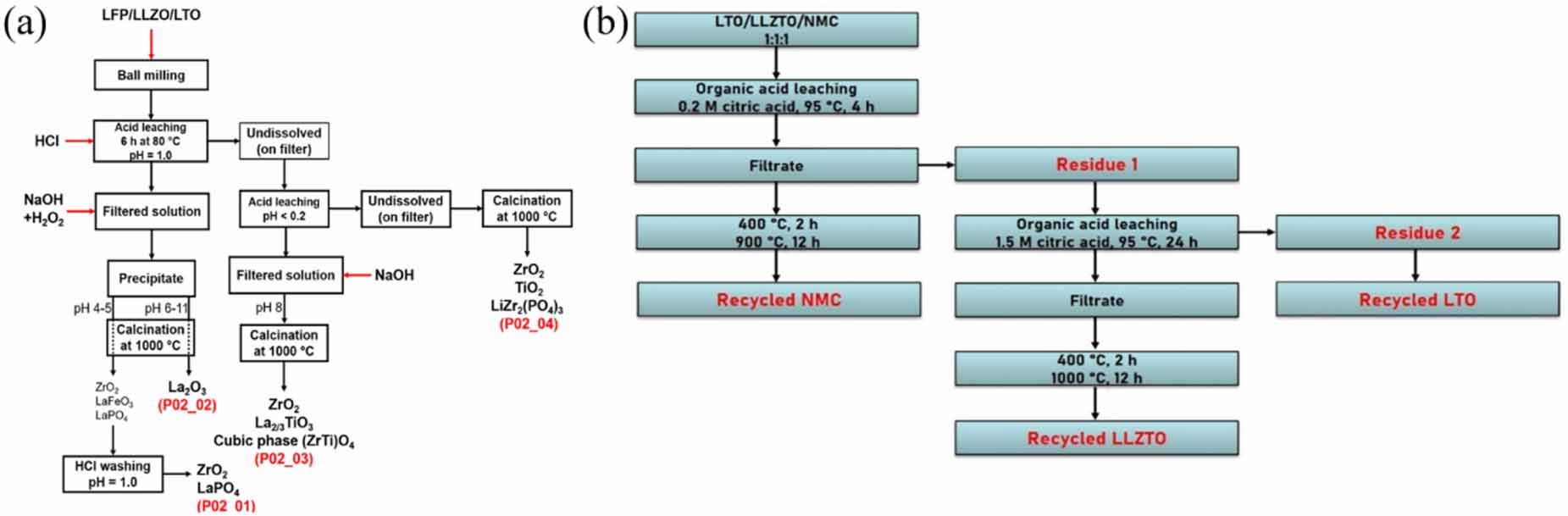
Another hydrometallurgical approach might be the selective acid leaching of individual components, in regard to the stability of different components and the possibility of complex formation. Waidha et al [115] studied the use of citric acid at different concentrations as a complexing agent for the step-by-step separation of Li(Ni1/3Mn1/3Co1/3)O2 from Li6.5La3Zr1.5Ta0.5O12 and Li4Ti5O12 (figure 3(b)). It is shown that an aqueous solution of citric acid is well suited to separate Li(Ni1/3Mn1/3Co1/3)O2 in a first leaching step from the other two components. The leachate can then be dried and heated to burn off the citric acid, leading to the re-formation of fine-particulate Li(Ni1/3Mn1/3Co1/3)O2 without the addition of further lithium precursors. By changing the concentration of citric acid, Li6.5La3Zr1.5Ta0.5O12 could be separated from Li4Ti5O12 in a second step. Furthermore, it was observed that all components maintained overall basic electrochemical activity. This step-by-step recovery approach allows a much simpler processing in comparison to the previously mentioned process (compare figures 3(a) and (b)). In addition, a high recovery yield of all elements including Li is achievable, thus making this process very promising in regard to large-scale applications. However, within this approach, all the citric acid will be consumed as a resource and requires further optimization for other combinations of electrode materials.
-
Since polymer-based SSEs might show a certain solubility in aqueous acidic or basic solutions, it can be expected that complex co-precipitation processes occur when potentially using hydrometallurgical recycling approaches. For example, ether groups can be cleaved under strongly acidic or extremely basic conditions. This could have a negative effect on the recovery of the active electrode and filler materials and would likely impede the recovery of the polymers. Water-soluble salts, such as LiTFSI, have the potential to interact with active materials in aqueous solution, which require further purification steps. Hydrometallurgy might, thus, be mainly feasible for electrode and filler materials after the separation of polymers and salts (see section 4.3.2.3). In addition, the presence of filler materials used in the electrolyte might also lead to unwanted side reactions in the form of co-precipitation within the hydrometallurgical treatment. If ion-conducting fillers are used, their separation from the active electrode materials likely requires similar separation strategies, as described for the oxide-based SSEs in this article (see section 4.1.1).
-
The separation of single individual components in SSBs differs significantly compared to conventional LIBs. In principle, two promising methods are the physical separation and the dissolution-based separation processes, which are introduced in the following, and might lead to a more or less direct’ recycling of the electrolyte components. Certainly, these separation steps can be accomplished by further regeneration procedures of the components if required.
-
The physical separation process is often based on the principle of the separation of current collectors and housing components from the other battery components in LIBs and might be adaptable to SSBs. Both copper ((Cu) 8.9 g cm-3) and aluminum ((Al) 2.7 g cm-3) have densities that are significantly different to oxide-based cathode materials (e.g. (LiFePO4) 3.6 g cm-3, (LiCoO2) 5.1 g cm-3, (LiMn2O4) 4.3 g cm-3). This could facilitate separation by exploiting the different densities of the components and thereby leaving the materials relatively unaffected, followed (if necessary) by re-lithiation.
-
The separation of different oxide-based components within an SSB is likely to be challenging. Pre-treatments (e.g. ball milling) of sintered electrolytes and electrodes are required to obtain a black mass in powder form. Solid electrolytes (e.g. (Li7La3Zr2O12) 5.1 g cm-3) and electrodes can (but must not necessarily) have similar densities. Heavy liquids with interjacent densities can thus be used for the separation of certain binary or even multinary component mixtures (figure 4(a)). However, heavy liquids (e.g. the Clerici solution composed of an aqueous solution of thallium formate and malonate) might be considered, and they should not chemically interact with lithium-containing oxides at the same time. For specific Clerici solutions, ion exchange could occur between Tl+ and Li+, and this might already pose practical limitations. Considering in addition the ecotoxicity of thallium salts, the sustainability of these procedures might be problematic. To the best of our knowledge, no studies on the density-based separation of oxide-based SSB components have been reported to date.
-
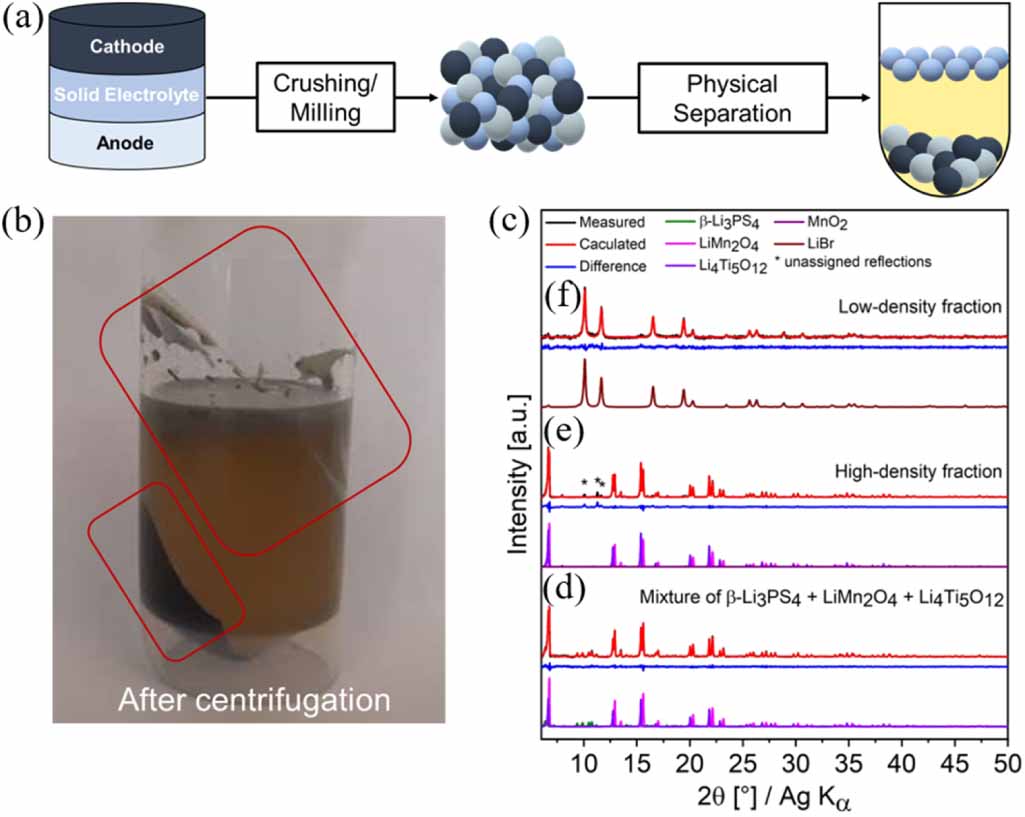
Thiophosphate-based materials can have significantly different densities than oxide-based electrode materials (compare (Li3PS4) 1.9 g cm-3 versus (LiMn2O4) 4.1 g cm-3 and (Li4Ti5O12) 3.5 g cm-3), and metal- and water-free heavy liquids might therefore be suitable to achieve a certain degree of separation, among them halogenated alkanes, such as CBr4, C2Br6 or the corresponding iodized alkanes. To date, we are not aware that these separations have been reported in the literature. However, we have studied a few such separation processes on a lab scale between simple ternary mixtures of Li3PS4, LiMn2O4 and Li4Ti5O12 (figure 4(d)). It is observed that a separation into two fractions (figure 4(b)) takes place. In principle, the low density fraction should be rich in Li3PS4 and/or its decomposition products and the high density fraction should contain oxide materials. Although oxide materials are only slightly affected by this process (i.e. a mixture of Li4Ti5O12, LiMn2O4 and MnO2) (figure 4(e)), there seems to be significant interaction between CBr4 and Li3PS4, which results in the decomposition of the solid electrolyte under the formation of LiBr (figure 4(f)), indicating that density-based separations must be improved further to maintain structural characteristics of the solid electrolyte. Alternatively, the use of additional steps including thermal treatment or addition of specific elements could help to recover the electrolyte from the separated material.
-
Dissolution-based separation processes can be considered as another form of direct recycling. With this method, the different dissolution behavior of SSEs, such as sulfides, thiophosphates and halides, compared to oxide compounds in different solvents is of great importance. Thus, the solvent must be chosen in accordance with the dissolution properties of the SSEs. In this method, the black mass is mixed with a suitable solvent, for example, leading to the selective dissolution of the SSE while the electrode remains undissolved. In this way, the SSE can be separated from the remaining components via filtration. In the next step, the solvent is evaporated, resulting in the re-precipitation of the SSE, potentially followed by re-crystallization treatments. This method cannot be used for oxide-based SSBs due to the comparable transition-metal oxide chemistries of the electrode and electrolyte materials [14].
-
Sulfide materials can have sufficiently high solubility in organic solvents compared to the oxides typically used as active electrode materials. These differences in solubility can be well exploited within solution-based separation approaches.
Solvent-based precipitation is a facile route for the synthesis of thiophosphate-based ion conductors [116]. For this purpose, solvents need to be dried thoroughly in advance to avoid the reaction of thiophosphate units under the formation of oxothiophosphates (PS4 - nOn3-,
An ideal solution-based separation approach would separate the sulfide electrolyte from the electrode materials (and other battery components, such as housing, current collectors and binders). The solvent used to separate the sulfide electrolyte can then be recovered by heating and distilling, which would limit the cost of electrolyte recovery to the vaporization energy of the solvent, and the energy required to initialize (nearly) full crystallization of the electrolyte.
For dissolution-recrystallization of sulfide-based SSBs, a differentiation between solvents used for the preparation and solvents used for the dissolution has to be made. The dissolution and recrystallization behavior of Li3PS4 was investigated by Wissel et al [132] and showed that not all solvents used for synthesis of the materials are suitable for its dissolution (figure 5). They showed that solvents that can be used for the dissolution of Li3PS4 must be capable of complexating Li+ cations as well as ionically soft PS43- units. In principle, O-H+-groups of alcohols are suitable to provide this behavior as well, but the acidity of the OH-group can be problematic and lead to the decomposition of the thiophosphate group, which has also been observed for argyrodite-type Li6PS5Cl [133]. However, some reports also show argyrodite synthesis from alcohol solutions, which might indicate that a balance between reaction time and concentration could be found for a dissolution-recrystallization process [134]. We also emphasize that these recent findings are in contrast to previous reports, which state that Cheap and safe solvents, such as ethanol or acetonitrile, can be used to dissolve and filter the sulfide-based SSEs from the rest of the cell components’ [135].
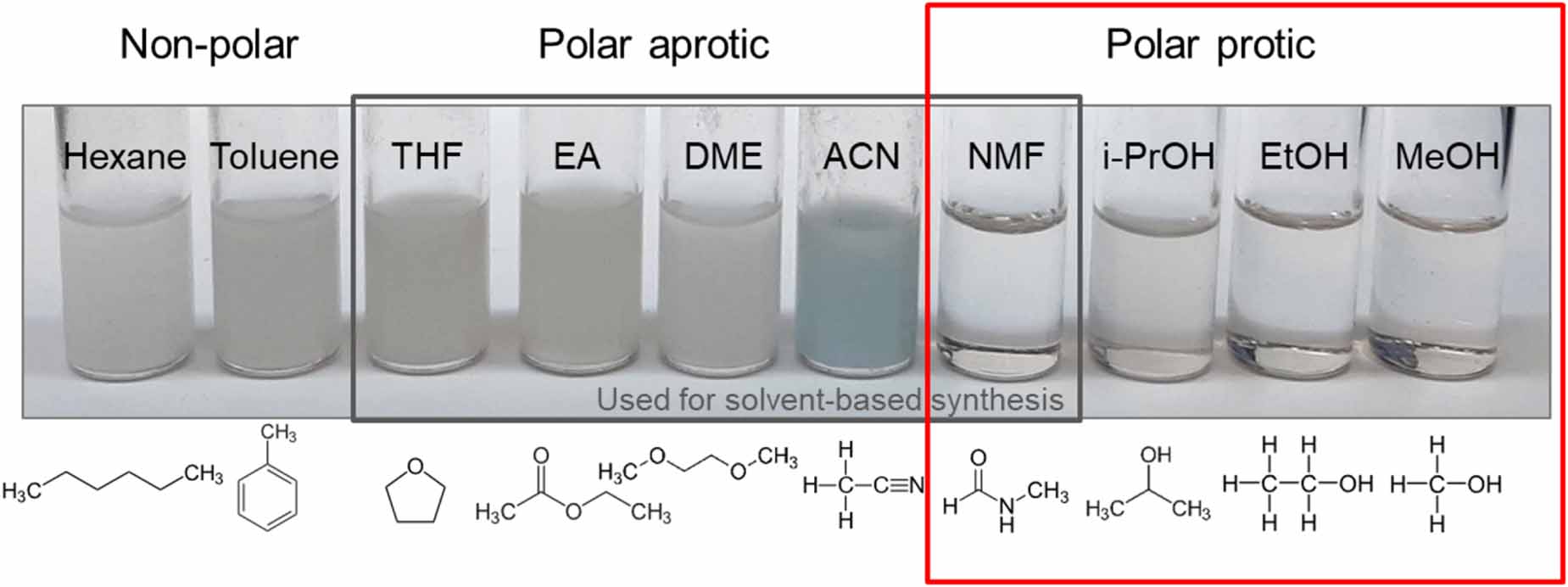
If different companies use different combinations of solid electrolytes in their batteries, this could automatically imply that certain cheap solvents, such as alcohols, might not be suitable due to their interreactivity with specific SSEs in a complex SSE mixture. For example, for -Li3PS4 [132], more expensive solvents, such as N-Methylformamide (NMF), are required for dissolution and recrystallization [132], which will have an additional chemical and environmental footprint, and the recovery of the solvent by distillation-processes can become of interest. To make them efficient, it would be necessary to also consider the potential aging of the solvent upon exposure to the black mass, which has not been considered in the literature so far to the best of our knowledge.
could occur under the formation of polysulfides or elemental sulfur. These redox reactions would imply that some of the original (Li/P/Ge/Sn)-S bonds will be transformed into (Li/P/Ge/Sn)-O bonds.
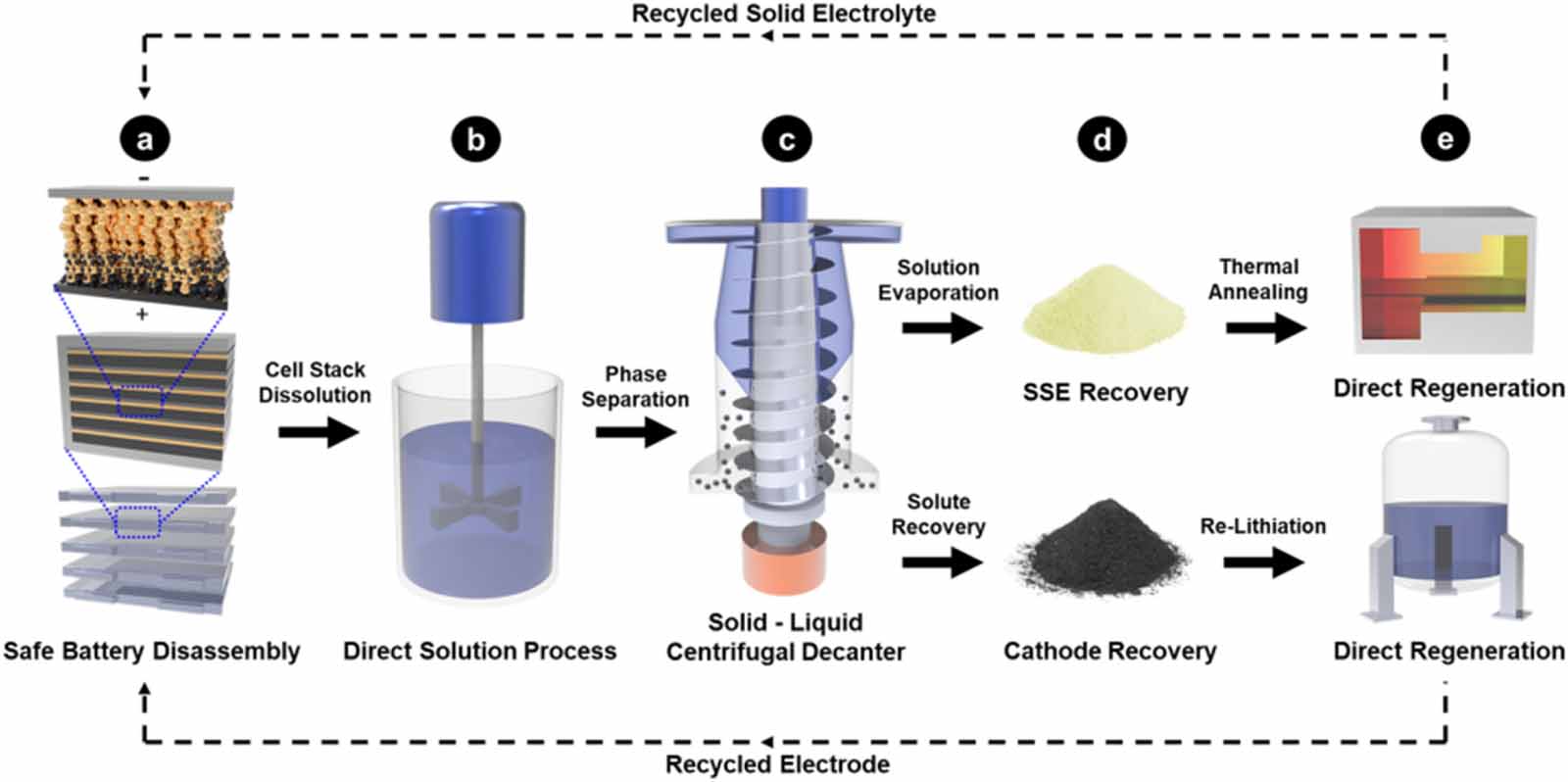
A first proof-of-principle for this recycling strategy has been provided by Tan et al [15] (figure 6) using a model system of Li | Li6PS5Cl | LiCoO2 and ethanol as a solvent. They were able to regenerate the electrolyte as well as cathode material from an aged battery operated with 100 cycles and could show that these materials can be reused in a recycled battery.
In contrast to these results, we recently observed that dissolved thiophosphates can induce redox interactions in certain cathode materials [138]. Upon treating
-Li3PS4 dissolved in NMF with various electrode materials, only materials in the fully discharged state (e.g. LiFePO4, LiCoO2, which represent the fully lithiated state and cannot take up more lithium into the lattice) showed stability under these conditions. On the other hand, LiMn2O4 represents a semi-discharged state of the material, and it can be further lithiated under the formation of Li2Mn2O4, which was found after separation. Thus, intrinsic redox instabilities, which do not depend on the detailed nature of the solvent but on the state of charge of the electrode material, can cause severe degradation of both electrode materials and electrolytes, impeding efficient separation strategies via dissolution of the electrolyte. In general, it was observed that dissolved sulfide electrolytes can strongly interact with the electrode materials, and re-formation of the electrolyte led to reduced crystallinities of the electrolyte compared to re-crystallization in the absence of electrode materials [138]. Depending on the element X, it can be expected that this will lead to nucleophilic substitutions of the PS43- groups, implying a further degradation of the thiophosphate unit, e.g. under the formation of esters P-O-CnH2n + 1 or amides P-N(R,R’)2 [141].
In a best-case scenario, these interactions would be reduced by surface coatings, but it is not clear to what extent these barriers could prevent or slow down a simple lithiation reaction.
The feasibility of dissolution-based processes could also depend on the type of degradation reaction that has occurred within an aged SSB. Aging reactions can occur at the interfaces to both anode and cathode materials, and can have a critical impact on the elements that can be introduced into the electrolyte compound. At the interface to the anode, thiophosphates are unstable and can form lithium phosphide as a reduction product. Li3P reacts with water or proton donors under the formation of volatile PH3, and these by-products must also be taken into account due to their high neurotoxicity [142].
-
Halides other than fluorides that usually have a fairly high solubility in aqueous solutions, e.g. metal chlorides (except for AgCl, PbCl2, HgCl2, TlCl and CuCl) dissolve easily [143]. Therefore, their separation from other battery components could likely be targeted by using solvents with OH-groups, such as water or alcohol. Most metals do not form stable chloride complexes in solution, and therefore their reprecipitation from aqueous solution under the formation of highly pure MCly is not possible [144]. Thus, they will likely require further purification in order to be used as an educt for the reformation of the corresponding halide ion conductor, e.g. distillation or reaction with NH4Cl [144].
With respect to metallic materials used in batteries, only Cu from the anode current collector, which can be expected to be present in high amounts in the battery recycling process, is an element that forms hardly soluble chlorides. Chloride solutions are known to be able to induce corrosion to Cu [145]. However, this could likely be minimized by optimizing the exposure time to the chloride solution.
This can lead to an acidification of the aqueous solution, which will have an influence on the solubility of, e.g. cathode materials, such as phospho-olivine LiFePO4 or the layered material Li(Ni,Co,Mn)O2, which already dissolves at moderate pH-levels [115]. We observed [146] that active cathode materials are partly dissolved when in contact with aqueous solutions of Li3InCl6, which results in contamination of the re-crystallized Li3InCl6 with transition metals and can change the conductivity of re-crystallized Li3InCl6 significantly. In addition, the effect of the electrode materials on the pH value of the aqueous solution containing the electrolyte should be considered, as this could have a possible influence on the structural and electrochemical properties of the recovered electrolyte- and electrode materials.
As already mentioned in section 3.3, Li3OCl is a very interesting candidate in terms of recycling. Preliminary experiments [147] have shown that Li3OCl can be fully dissolved in water and methanol, while it is only soluble to a certain extent or hardly at all in ethanol, isopropanol and acetone. These experiments lead to the formation of a mixture of LiCl and Li2CO3 without direct reformation of Li3OCl. LiCl and Li2CO3 can be separated from each other by dissolving LiCl in ethanol (in which Li2CO3 is not soluble). Furthermore, Li2CO3 can be heated beyond its decomposition point under vacuum conditions and transformed into Li2O. In principle, with the recovered precursor materials, Li3OCl can then be re-synthesized.
-
Polymer-based SSBs exhibit great potential for solvent-based separation via dissolution/precipitation methods. For example, PEO has a high solubility in water [148] and other polar solvents [149], which is also true for the conductive salt additives [150]. This can be used to effectively separate the polymer and Li salts from the remaining cell components. However, special attention should be given to possible interactions between the used solvent and other cell components (e.g. partial solvation of metal ions from electrodes). These ions can still be present within the polymer after the evaporation step, leading to significantly changed functional properties of the electrolyte. After the separation of the polymer and salt, the insoluble components can be recycled using pyro- or hydrometallurgical approaches.
-
Since materials used in solid-state batteries are intrinsically different to conventional battery materials, we briefly summarize certain safety and environmental aspects that we think would have to be considered for certain material classes. Some aspects have been briefly mentioned in the previous paragraphs.
Certainly, there are specific safety and environmental aspects for SSBs, which will be equally relevant for conventional LIBs. This comprises the discharging of the battery before dismantling or waste-water treatment of hydrometallurgical approaches to avoid the release of cobalt, nickel, etc, into the environment. Active cathode materials will likely be identical or similar to conventional lithium ion batteries. The main difference concerns the presence of metallic lithium, which would still be present after discharge unless a zero-excess anode design can become feasible.
From the viewpoint of reactivity, oxide-based electrolytes are the most similar with respect to their general reactivity in comparison to the electrode materials. They do not comprise volatile compounds or release toxic substances once in contact with air, and the elements used therein do not pose significantly higher hazards if released into nature. This is certainly different compared to sulfide electrolytes, which must provide processes that are robust towards the release of hydrogen sulfide, at least in large concentrations, due to its ecotoxicity [151]. However, there is industrial experience in dealing with the hazards of hydrogen sulfide, from which the recycling of SSBs could benefit. Chloride-based electrolytes are often acidic compounds that can react with water partly under the formation of HCl. However, dissolving substances, such as Li3InCl6 in water, results in moderately acidic solutions (pH 4), and the chloride itself has no ecotoxic implications.
Polymer electrolytes are also less likely to release relevant substances once brought into contact with air. Even if burned in a pyrometallurgical approach, their environmental impact due to the release of CO2 can be considered negligible in our current world of fossil fuels. One ecological aspect could be the presence of fluorinated organic compounds, which require appropriate incineration to avoid the formation of volatile fluorinated organics [152].
4.1. Pyrometallurgy
4.1.1. Oxide-based SSBs.
4.1.2. Sulfide-based SSBs.
4.1.3. Halide-based SSBs.
4.1.4. Polymer-based SSBs.
4.2. Hydrometallurgy
4.2.1. Oxide-based SSBs.
4.2.2. Polymer-based SSBs.
4.3. Direct recycling
4.3.1. Physical separation methods.
4.3.1.1. Oxide-based SSBs.
4.3.1.2. Sulfide-based SSBs.
4.3.2. Dissolution-based separation processes.
4.3.2.1. Sulfide-based SSBs.
4.3.2.2. Halide-based SSBs.
4.3.2.3. Polymer-based SSBs.
4.4. Potential safety and environmental aspects specific to the recycling of ASSBs
-
From our perspective, we highlight that the complexity will increase when considering an efficient recovery of electrode and electrolyte materials from SSBs, which represent a different value compared to their liquid counterparts due to the elements used therein as well as their energy-consumptive synthesis chemistry. We show that the reaction and dissolution chemistries of the different classes of electrolytes are very different and must be considered in order to obtain efficient separation while maintaining/reforming the components with a quality close to the original state.
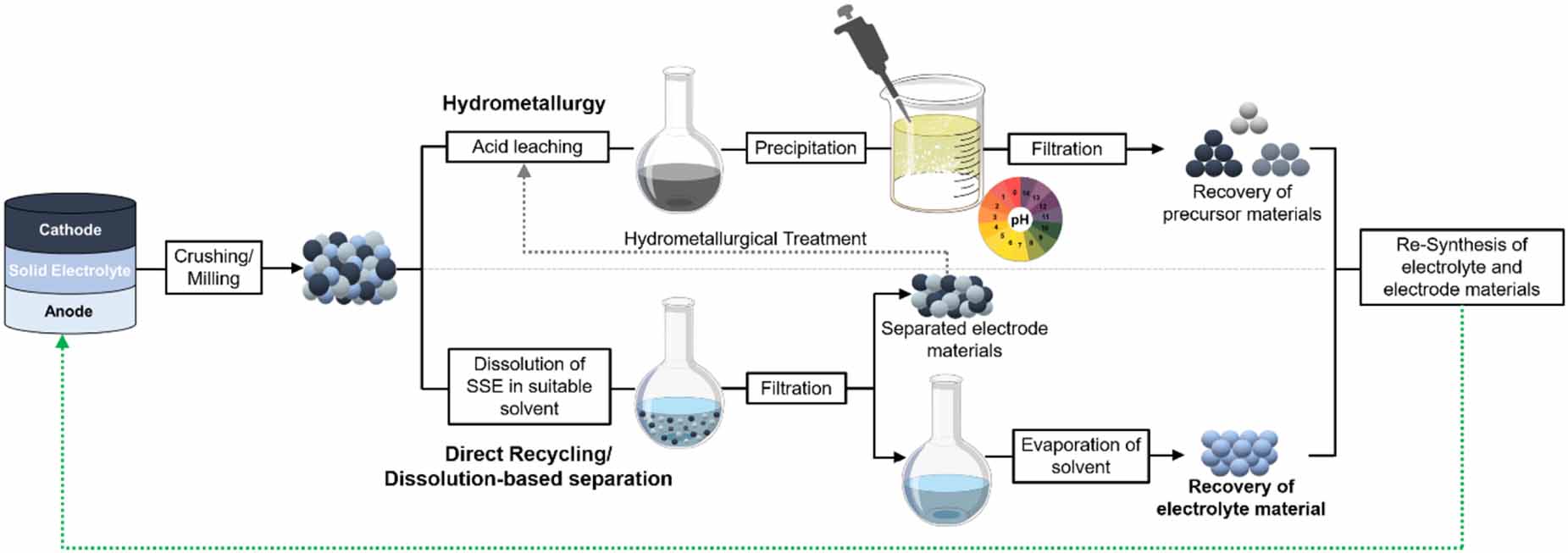
So far, the considerations for the recovery of SSBs are very limited, and additional research will have to be conducted to improve specific separation strategies of the elements or battery components that are still functional at the EoL of an SSB. Therefore, the complexity of model mixtures studied so far will have to be increased to provide a solid scientific basis on which routes should be considered further. Based on the very limited experimental efforts performed and the results obtained, we believe that hydrometallurgical approaches and direct recycling via dissolution-based separation likely provide the most feasible CE-suited approaches to regenerate SSBs (figure 7).
A linear economy without specific product-dependent strategies for the regeneration of SSBs and their components can in our opinion only represent a questionable long-term scheme. The very different syntheses and solubility chemistries of different SSE classes pose challenges for the efficient recycling of SSBs within a CE, which might not be impossible to overcome. Thus, now could be the time for increasing scientific, economic and environmental debate on how to establish a suitable best-practice circular strategy for a yet to be established battery technology. The challenges that will mainly influence this strategy could be the following:
When and to what extent will SSBs enter the market? Will there be different electrolyte types entering the market in parallel or will there be a winning material class’, within which there will be a variety of specific solutions due to patent issues (e.g. different thiophosphate-based electrolytes from different suppliers). How do we counterbalance economic success from pure performance factors (energy content, power output) against long-term environmental impact and the resulting burden for (future) society? Is it acceptable for a new and more complex technology to be released with the hope for a functional recovery solution in the future? Should improved recyclability be a requirement for releasing the technology? The European Commission has already set ambitious targets at the level of provisional agreements [153] requesting companies to use recycled materials within new batteries (e.g. 16% Co, 6% Ni, 6% Li). This is likely to establish a certain pressure on the market either to reduce critical elements or to indeed create sufficient recycling capabilities in order to ensure sufficient availability of these elements. With even stronger regulations becoming very probable in the future, companies should take the opportunity to develop a cradle-to-cradle design for their own cell chemistry.
If the societal costs of insufficient recovery efficiency for the use of critical elements are considered, long-lasting products with easy-to-recover parts might guide product design [154]. Large-scale energy storage and electromobility may not underly the same design criteria as fashion and consumer electronics. In addition, battery resources are far too critical to create unsustainable products for the sake of incremental performance gain and performance-only oriented product design (figure 8(a)). In the long run, destruction-free (or -reduced) separation of materials could also guide a sustainable cell design, by which existing recovery strategies might influence the production process, such as a product recovery-oriented design of the manufacturing process (figure 8(b)), which has also been discussed for LIBs in general [154, 155].
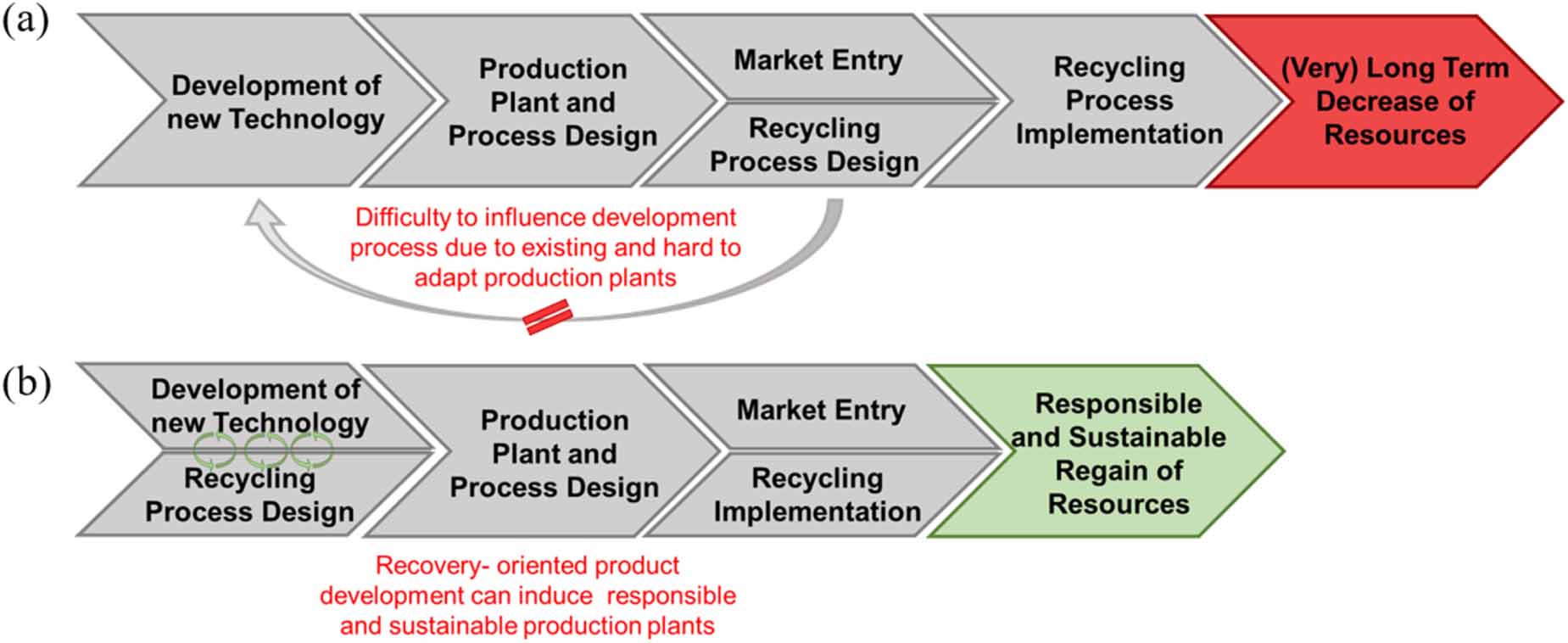
Let us consider a few examples of what recovery-oriented manufacturing design’ might imply for SSBs specifically. In principle, such a design can be accomplished by material selection, e.g. by combining materials that tend to show the lowest reaction, or by choosing combinations that allow for a facile solvent-based separation, or for which very low-cost recycling routes are feasible. A further idea could originate from the example of particle coating. Currently, it fulfills the goal of stabilizing interfaces, e.g. between the active cathode material and the electrolyte material in order to increase the cycling stability of the system by avoiding reactions between them [137] (which is an important step towards long lifetime products, and definitely helps to minimize recovery frequency). However, one could also imagine a functional coating in such a way that it reduces additional chemical reactions between the different components, which would become relevant within a recycling process (e.g. acid-base reactions with the solvents or species dissolved therein) while maintaining functional ion transport through the interfaces, thus facilitating material separation with minimized mixing of elements. In order to shift the performance-oriented focus to move towards a recovery-oriented manufacturing design, further approaches need to be examined in research and development.
 DownLoad:
DownLoad: