
 首页
首页 登录
登录 注册
注册



-
在天体物理、地球物理和固体物理等领域,探索物质在极端高压条件下的动态行为是研究和理解材料性能的关键方法之一[1–3]。准等熵加载实验作为一种高精度技术,能够在接近等熵条件下加载材料,避免传统冲击加载因高温效应引发的材料失稳问题,从而提供更为准确的材料相变和动态响应数据。这种加载方式通过精确控制应力路径,实现了峰值压力和应变率的可控性,已成为高压动态加载实验的核心技术之一。与传统冲击加载相比,准等熵加载能够更精确地控制应力路径,是研究材料相变和动态响应的理想选择[4]。准等熵加载通过调整冲击速度和阻抗匹配,可以使加载时间精确控制在超过1 μs的时间尺度,从而赋予准等熵加载极高的设计灵活性,实现了峰值压力和应变率可控[5],因此,准等熵加载也称可控加载。常见的动态高压加载方式包括气炮加载[6–8]、激光加载[9–11]、电磁驱动加载[12–15]。其中,气炮加载在Hugoniot参数测量上可以达到优于0.5%的精度,适用于多种材料的动态行为研究。因此,气炮加载方式是可控加载实验的主要选择[16–18]。
密度梯度飞片(graded density impactor,GDI)是一种专为动态加载实验设计的重要工具,广泛应用于准等熵加载。其核心特点是密度沿冲击方向呈梯度分布,使得应力波在加载过程中能够均匀传播并得到精确控制,确保加载过程更接近等熵状态[19]。目前,GDI主要有2种类型[20]:叠层型梯度飞片和渐变型梯度飞片。叠层型梯度飞片是将不同波阻抗的薄片材料按波阻抗由大到小或由小到大依次层叠而成。根据材料的波阻抗不同,叠层型梯度飞片一般由高密度金属(如Ti、Cu、Ta)和低密度材料(如聚合物、泡沫、陶瓷)叠层结合,如PE-Al、TPX-Al-Cu-Ta、TPX-Mg-Al-Ti-Cu-Ta[21–23]等。其制备方法多采用高压粘接和爆炸焊接,其中,爆炸焊接具有作用时间短、烧结压力大的特点,可以有效避免生成金属间化合物,在梯度材料制备上具有较大优势。叠层梯度材料的优势在于能够通过不同材料层的叠加来实现梯度结构,从而在一定程度上调控材料性能,如强度、硬度、导热性等;然而,由于各层材料之间的结合通常依赖粘接、焊接等方法,这些结合方式可能导致界面出现不均匀、应力集中等问题,使得界面处出现缺陷,影响加载波形的连续性和一致性。渐变型梯度飞片一般采用粉末冶金法制备,混合2种或3种不同的金属粉末,通过粉末的不同配比达到波阻抗的连续或准连续变化[24]。目前,研究人员已制备出多种渐变型梯度飞片,如Mg-Cu、Cu-W、Al-Cu、Mg-Cu-W、Al-Cu-W-Ta等[25–29]。制备方法也得到极大发展,包括物理气相沉积法、激光增材制造法、流延粉末冶金法。渐变型梯度飞片虽然避免了叠层型梯度飞片存在的问题,但是由于两相混合极大地提升了粉体界面接触,导致烧结过程中不可避免地生成金属间化合物。脆硬的金属间化合物将显著降低材料的力学性能[29]。
针对传统梯度飞片存在的问题,2019年美国桑迪亚国家实验室的Brown等[30]提出了一种新型梯度飞片。他们通过磁控溅射镀膜技术沉积100个层厚为340 nm的Al-Cu周期复合层,每个周期复合层包含1个Al层和1个Cu层,通过调控每个周期复合层中Al层和Cu层的层厚分布,使相邻周期复合层中Al和Cu按照一定比例变化,实现材料在结构组成上由纯Al到纯Cu的连续梯度变化。由于周期叠层飞片没有两相混合,仅在周期复合层的界面处存在两相接触,因此,极大程度地避免了传统渐变型飞片存在的金属间化合物的问题[29]。随后,Brown等[30]通过Al-Cu周期叠层梯度飞片,对Ta靶开展了动态加载实验,展现了其优异的可控加载性能。这一研究为周期叠层结构在梯度飞片设计中的应用奠定了基础。基于周期性调制结构的优异性能,Gao等[31]通过电子束蒸发镀膜技术制备了Al-Ti周期性调制多层飞片,研究了Al-Ti周期性调制多层飞片在激光驱动飞片中的动态行为,发现通过控制调制周期可以提升飞片速度和能量转换效率。江宇达等[32]通过电子束蒸发镀膜技术,成功制备了Ti-Pt周期叠层梯度材料(周期复合层厚度为1 μm,30个周期),通过调控周期复合层内双组分的厚度,实现了更宽波阻抗的连续梯度变化,在动态加载实验中所获得的粒子速度曲线与数值模拟结果在上升趋势上吻合良好,实现了6.9 GPa的峰值应力和1.8×106 s−1的平均应变率,具有良好的准等熵加载效果。这些研究表明,周期性叠层梯度材料具有动态加载性能优势。然而,现有周期叠层梯度材料的制备大多依赖薄膜沉积工艺,制备成本高昂。此外,当前的物理气相沉积技术难以实现厚膜以及大面积膜层的制备,导致周期叠层飞片的梯度结构厚度极薄,在动态加载实验中加载波系作用时间极短(纳秒量级)。因此,亟待开发一种成本低、可制备厚膜的技术来实现周期叠层飞片制备。流延法作为一种高效、膜厚可控且适合大面积薄片制备的技术,在周期性叠层梯度材料研究中展现出巨大的潜力。Ke等[33]利用流延法组分和膜厚可控等优点,成功制备了高体积密度的全固态薄膜微电池,解决了磁控溅射技术难以制备厚膜的问题。
针对现有周期叠层梯度材料存在的层间结合较弱、梯度结构厚度小等问题,本研究采用更高效的流延法结合低温致密化技术制备Al-Cu周期叠层梯度材料,通过扫描电子显微镜(scanning electron microscope,SEM)、能谱分析仪(energy dispersive spectroscopy,EDS)、透射电子显微镜(transmission electron microscope,TEM)表征材料的微观结构,利用一级气炮实验,验证Al-Cu周期叠层梯度材料的动态加载特性,旨在实现层间结合好、层间平行度高、具有良好准等熵加载特性的大尺寸周期叠层梯度材料。
-
在梯度材料斜波加载研究中,常采用波阻抗沿厚度方向变化的结构类型。波阻抗的定义为
式中:Z为材料的波阻抗,ρ为材料密度,C为材料声速。波阻抗与厚度遵循以下关系[19]
式中:Z(x)为梯度材料沿厚度方向的波阻抗,Z0为低阻抗端的初始波阻抗,A为比例系数,d为材料厚度,P为幂指数。通过改变幂指数P,可得到不同波阻抗分布类型的梯度材料。
对于本研究设计的Al-Cu周期叠层梯度材料,P为1。通过调制周期复合层内双组分(Al和Cu单层)的厚度,实现波阻抗的梯度变化。周期层内Al和Cu层的厚度遵循如下关系[32]
式中:H为周期层厚度,HAl为周期层内Al层的厚度,HCu为周期层内Cu层的厚度,ZAl为Al的波阻抗,ZCu为Cu的波阻抗。
本研究设计的Al-Cu周期叠层梯度材料的结构如图1(a)所示。材料由14个H=150 μm的周期复合层和1个350 μm厚的Cu基底组成,总厚度为2.45 mm。1个周期复合层由Al层与Cu层组成。Al-Cu周期叠层梯度材料中,从左到右,Al层的厚度逐渐减小,Cu层的厚度逐渐增大,形成一个清晰的Al-Cu交替、密度递增的梯度结构。通过混合法则,计算每个周期复合层中Al、Cu的层厚占比和波阻抗随位置的分布曲线,如图1(b)和图1(c)所示。
-
实验过程见图2。首先,将Al粉(粒径1~3 μm,Aladdin)和Cu粉(粒径1 μm,Aladdin)分别与聚乙烯醇缩丁醛树脂(polyvinyl butyral,PVB)、乙醇与丁酮(质量比50∶50)共沸混合物在氧化锆球磨机中以240 r/min的转速混合12 h,获得纯Al和纯Cu的流延浆料。通过调节刀刃高度控制干燥后的流延膜厚度,设定刮刀高度为80 μm。将干燥的Al流延膜、Cu流延膜切割成直径为25 mm的圆片,按照设计的梯度结构依次叠层。然后,将叠层好的Al-Cu流延素片放入模具,在真空气氛炉中加热至450 ℃,以去除PVB。接着,将模具与内部排胶后的Al-Cu胚体放入真空热压烧结炉。低温高压烧结的目的是避免Al-Cu层间扩散生成金属间化合物,使材料具有一定的致密度。烧结压力为300 MPa,烧结温度则先升温至500 ℃,然后立刻降温到485 ℃并保温2 h,最后降至室温,得到Al-Cu周期叠层梯度材料。
-
通过旋转流变仪(Kinexus Pro+,德国)表征浆料的流变行为。在25 ℃下,以0.1~100 s−1的剪切速率测量浆料的黏度。使用场发射扫描电镜(JMS-IT800,日本)表征Al、Cu粉体和素片的微观形貌以及Al-Cu周期叠层梯度材料的微观结构。采用能谱仪(JMS-IT800,日本)分析Al-Cu周期叠层梯度材料整体的元素分布与层间界面的元素扩散行为。利用X射线衍射仪(Rigaku Utima Ⅱ,日本)检测烧结后的Al-Cu周期叠层梯度材料的物相组成,扫描范围为10°~90°,扫描速率为5°/min。使用TEM(JEM-2100F,日本)观察Al-Cu周期叠层梯度材料界面的微观结构。使用三维光学轮廓仪(ST400,美国)测量Al-Cu周期叠层梯度材料的平面度。利用一级轻气炮对Al-Cu周期叠层梯度材料进行动态加载实验,加载模型如图3所示。将GDI连接到聚碳酸酯弹托上,凹口紧接其后面。当电磁阀点火时,压缩气体(N2或He)从高压气体储存器释放到枪管中,加速弹托和GDI组件。在离开枪口后,GDI撞击目标或样品。GDI的速度由光束阻挡系统测量,而窗口的粒子速度用多普勒探针系统(Doppler pin system,DPS)测量。DPS在本质上是一种类似于光子多普勒测速仪的位移干涉仪。枪口、目标和DPS探头(包括相关的光学器件)位于真空室中。
-
粉体的微观形貌和粒径分布如图4所示,其中dave为平均粒径。Al粉的粒径范围为0.2~7.5 μm,平均粒径为3.2 μm,超过半数粒子的粒径在2.1~5.0 µm区间,其中,粒径为3.3 µm的颗粒最多。Cu粉的粒径范围为0.5~3.6 μm,平均粒径为1.7 μm,超过半数粒子的粒径在1.1~2.5 µm区间,其中,粒径为1.9 µm的颗粒最多。Al粉和Cu粉颗粒均呈球形,圆润的金属颗粒具有滑润的表面,在浆料中不会出现团聚,并且球形颗粒会增加浆料的流变性[34]。
-
周期叠层梯度材料的梯度结构是通过2个组分的层厚逐渐改变构成的,这要求流延素片有一定的质量和厚度来实现不同层厚的Al层和Cu层,因而,流延素片的制备对于Al-Cu周期叠层梯度材料性能尤为重要。具有高固含量、良好流动性和稳定性的流延浆料是实现高质量流延素片的核心要求。对于典型的浆料,其流变行为受到固含量和有机添加剂的共同影响,研究其流变行为对于最终产品的质量非常重要。PVB是由乙烯醇和丁醛缩合而成,具备分子结构上的多功能性,本研究将在浆料中加入PVB,使其同时作为分散剂和黏结剂。针对不同固相含量和黏结剂含量的浆料,研究其流变行为的变化规律,以探索纯Al和纯Cu浆料最佳的组分配比方案,从而制备高质量的超薄流延素片。
-
通常而言,高固含量的流延素片的成型密度高,但过高的固含量会增加浆料黏度,使浆料在流延过程中较难均匀涂布,因此,合理选择浆料的固含量对于素片成型质量至关重要。
图5显示了纯Al浆料和纯Cu浆料在不同固含量条件下的流变性能测试结果。对于纯Al浆料,测试的固含量(质量分数)范围为45.0%~54.0%;对于纯Cu浆料,固含量范围为54.0%~62.0%。从图5(a)可以看出,所有Al浆料均表现出典型的剪切变稀行为,即随着剪切速率的增加,黏度逐渐降低。这种行为表明,浆料在流延过程中具有良好的流动性。随着固含量的增加,浆料的黏度显著增大。当固含量由45.0%增加到49.5%时,黏度(剪切速率3 s−1)由0.78 Pa·s增大至2.55 Pa·s,黏度过大可能导致浆料的流动性较差,进而使素片质量下降。对于图5(b)显示的Cu浆料,其流变性能同样表现出剪切稀化行为。观察不同固含量条件下Cu浆料的流变曲线,可以发现,当固含量为54.0%时,流变曲线光滑,无黏度突变,表明浆料具有较好的流动性和稳定性。当固含量增加到58.0%时,流变曲线显示浆料不稳定,且黏度(剪切速率3 s−1)由1.08 Pa·s增大至9.55 Pa·s,可能导致浆料在流延过程中难以流动,且流延素片的质量受到影响。综合考虑流变性能和浆料稳定性,选择Al浆料的固含量为45.0%,Cu浆料的固含量为54.0%。
-
图6显示了黏结剂含量对流延素片的作用机理。黏结剂主要通过包覆粉体,在粉体颗粒之间形成网状连接桥梁(Ⅰ→Ⅱ),达到增强流延素片强度的目的。当黏结剂过多时,黏结剂将填充在粉体颗粒之间,导致粉体颗粒间隙(dp)过大(Ⅱ→Ⅲ),显著增大浆料黏度,降低浆料流动性和素片质量[35]。通常认为,第Ⅱ阶段的黏结剂含量为最佳选择。
具有不同PVB浓度的浆料的流变性能如图7所示。显而易见,所有浆料均表现出剪切变稀的流变行为。图7(a)显示了Al浆料的流变性。可以看出,随着PVB的质量分数从2.2%增加到4.2%,浆料黏度呈逐步上升趋势。当PVB的质量分数为2.2%时,浆料流变性虽然满足浆料需求,但是黏结剂含量低可能导致素片强度不足,从而无法在载体上形成完整的流延膜带,后续难以加工使用。当PVB的质量分数从2.7%增加到3.2%时,黏度几乎无变化。当PVB的质量分数从3.2%增加到3.7%时,黏度(剪切速率3 s−1)由0.91 Pa·s增大到3.12 Pa·s,浆料黏度显著增大,符合图6所示的Ⅱ→Ⅲ过程。所以,确定Al浆料黏结剂的质量分数为3.2%。同样地,对于Cu浆料,如图7(b)所示,观察到与Al浆料类似的流变行为。当PVB的质量分数从3.4%增加到4.1%时,浆料黏度(剪切速率3 s−1)由0.87 Pa·s增大到2.03 Pa·s,黏度显著增大。因此,确定Cu浆料黏结剂的质量分数为3.4%。综上分析,Al浆料的最佳组分配比为45.0%的固含量、3.2%的黏结剂。Cu浆料的最佳组分配比为54.0%的固含量、3.4%的黏结剂。Cu浆料与Al浆料的最佳组分配比出现差异的主要原因是Al与Cu的密度不同,浆料中Al粉的体积占比大于Cu粉。
-
图8(a)和图8(e)分别展示了纯Cu和纯Al流延素片的宏观表面形貌。可见,纯Cu素片呈均匀的橙色,纯Al素片呈灰白色。2种素片表面均光滑平整,无裂纹和明显缺陷,具有较好的平整性和均匀性。图8(b)和图8(f)显示了2种素片的微观结构,可以看出,粉体颗粒分布均匀,颗粒间接触紧密,结构致密。部分粉体经过球磨后呈扁平状。图8(c)和图8(g)为切割后的Al素片和Cu素片圆片,边缘规整,无撕裂或破损,显示素片具有较高的强度,满足后续工艺需求。厚度测量结果如图8(d)和图8(h)所示,纯Al素片和纯Cu素片的厚度分别为12和8 μm。超薄的高质量素片能够满足Al-Cu周期叠层梯度材料设计需求。
-
图9为Al-Cu周期叠层梯度材料的SEM图像和EDS图谱。从图9(a)可以看出,Al-Cu周期叠层梯度材料的梯度结构明显,Al/Cu层间界面分明,无层间裂纹缺陷。较高的烧结压力促进了颗粒的致密化,使得材料没有明显的孔隙。通过阿基米德排水法,测得材料的致密度达95.8%。图9(b)和图9(c)为其结构面扫能谱图。结果表明,Al层和Cu层是按照设计预期周期叠层,Al层厚度从前端逐渐减小,Cu层厚度逐渐增大,梯度材料逐渐由Al过渡到Cu。从元素分布上看,Al层与Cu层的层间界面清楚,Al层与Cu层之间没有发生元素扩散或者扩散程度低,初步验证了制备工艺的可行性。
图10显示了Al-Cu周期叠层梯度材料的XRD谱。根据Al-Cu相图以及Kelly等[29]的研究,判断Al-Cu周期叠层梯度材料可能存在Al2Cu、AlCu和Al4Cu9 3种金属间化合物。然而,从XRD谱中仅观察到Al和Cu的衍射峰,表明Al-Cu周期叠层梯度材料没有生成金属间化合物。这得益于Al-Cu周期叠层梯度材料的梯度结构是由纯Al和纯Cu层堆叠构成,没有两相混合,Al、Cu两相的接触界面仅在层间界面处,极大地减小了Al-Cu扩散界面。此外,低温烧结工艺降低了Al-Cu原子之间的扩散动力,限制了金属间化合物的生成[27]。
为了分析Al-Cu周期叠层梯度材料的层间界面质量,对Al-Cu层间界面进行了TEM表征。图11(a)为Al-Cu层间界面的明场图。结果表明:基体晶粒在烧结压力的作用下被横向拉长呈扁平化;Cu与Al基体之间的界面清晰且结合紧密,未发现明显的裂纹或孔隙,说明低温高压烧结工艺能够制备高质量的Al-Cu周期叠层梯度材料。图11(b)和图11(c)为Al和Cu的EDS能谱分析图,结果显示,Cu和Al元素在界面处几乎无元素扩散。在图11(d)所示的高分辨透射电子显微镜(high-resolution transmission electron microscopy,HRTEM)图像中,Al和Cu晶格具有明确的结构分界线,Al-Cu界面处存在由PVB热分解形成的无定形碳层。有机物热分解产生的碳会以无定形碳的方式包覆在Al粉和Cu粉表面,在烧结过程中减少Al、Cu粉体的接触界面,抑制元素扩散和金属间化合物的生成[36]。对特定区域进行逆快速傅里叶变换(inverse fast Fourier transform,IFFT),分析结果显示,Cu的晶面指数为(311),晶格间距dCu=
0.1102 nm,Al的晶面指数为(111),晶格间距dAl=0.2369 nm。表1所列的点扫数据进一步证实了Al与Cu之间无元素扩散。TEM结果表明,流延法结合低温高压烧结工艺制备的Al-Cu周期叠层梯度材料的层间质量高,无缺陷和金属间化合物,为后续波形分析中排除界面质量对实验波形的影响提供了重要支撑。因为撞击过程发生在微秒时间尺度,所以Al-Cu 周期叠层梯度材料的平面度对于多点位监测剖面粒子速度有极大的影响。以往研究发现,Al-Cu体系因热膨胀系数的差异(Al和Cu的室温热膨胀系数分别为2.31×10−5和1.75×10−5 K−1)会发生弯曲[37],为此,选择三维轮廓仪检测Al-Cu周期叠层梯度材料的平面度。材料的弯曲变形越大,说明其内部残余应力越大;相反,弯曲变形越小,说明材料内部残余应力越小。图12给出了Al-Cu周期叠层梯度材料的平面度测量结果。可以看出,Al面和Cu面的平行度均小于15 µm,具有较好的平面度。这是由于叠层复合材料的热膨胀系数受组元的热膨胀系数、层厚比以及叠层层数等因素影响[38–39],Al和Cu本身的热膨胀系数有较大差异,Al的热膨胀系数较大,而Cu的热膨胀系数较小。在周期叠层密度梯度复合材料中,叠层结构使Al和Cu的性能相互补偿,Al层与Cu层之间的应力分布更加均匀,应变失配减少,从而降低复合材料的整体热膨胀系数对飞片平面度的影响。
-
图13(a)展示了Al-Cu周期叠层梯度材料以510.6 m/s的加载速度撞击带有LiF窗口的6 μm厚 Al靶的粒子速度曲线。在加载曲线中,首先观察到粒子速度突增,在约53 ns内增加到265.3 m/s。随后,粒子速度加载曲线由14个逐渐增加的峰构成,14个速度峰对应Al-Cu周期叠层梯度材料的14个Al-Cu周期复合层。粒子速度由265.3 m/s振荡上升至峰值速度339.5 m/s,粒子速度增量
$ \Delta u $ 1为74.2 m/s。整个加载过程中脉冲持续时间$ \Delta t $ 1为0.98 μs。实验波形与设计波形在整体加载趋势上基本相同,均呈现出振荡上升趋势,后续将从界面应力波传播机理解释Al-Cu周期叠层梯度材料的这种加载路径。然而,对比理论设计曲线与实验曲线发现,实验曲线的加载时间$ \Delta t $ 1小于理论设计的加载时间$ \Delta t $ 2,实验加载速度增量$ \Delta u $ 1小于理论设计加载速度$ \Delta u $ 2。图13(b)为Al-Cu周期叠层梯度材料撞击6 μm厚Al靶时产生的应力。以510.6 m/s的速度撞击Al靶时,应力从初始的3.4 GPa增加至4.4 GPa。图14显示了Al-Cu周期叠层梯度材料振荡上升的斜波加载是如何形成的[40]。当GDI的Al层撞击靶时,在O处产生冲击波,冲击波分别传播到靶和飞片中。界面与冲击波之间的相互作用规律取决于界面处介质的波阻抗。当压缩波从低波阻抗介质进入高波阻抗介质时,透射波和反射波均为压缩波;当从高波阻抗介质进入低波阻抗介质时,透射波仍为压缩波,而反射波为稀疏波。当向右传播的压缩波OA和OA′在t1和t2到达目标表面时,粒子速度急剧增加。因为弹性波通常比塑性波传播得快,所以当弹性波OA到达时,质点速度通常跳到u1,当塑性波OA′到达时,质点速度增加到u2。另外,u1通常被称为Hugoniot弹性极限。当左行压缩波ON1到达GDI中的第1界面Σ1(Al→Cu)时,由于Al的波阻抗小于Cu的波阻抗,它将反射压缩波N1B并透射压缩波N1N2。压缩波N1B将穿过飞片-靶界面O,然后到达靶表面,粒子速度被加载到u3。理论上,压缩波N1B将在界面O处反射,并与界面Σ1和界面O反复作用。冲击波在多个界面上的传播是一个非常复杂的物理过程,目前还没有完全掌握。因此,图14只显示了激波与中间层界面之间的一种相互作用,以便清楚地显示GDI结构与加载剖面形状之间的关系。随后,由界面Σ1透射的压缩波N1N2到达GDI中的第2界面Σ2(Cu→Al)时,将继续向左透射压缩波N2N3。但与界面Σ1处不同,它将反射稀疏波N2C。稀疏波N2C穿过飞片-靶界面O,到达靶表面,导致粒子速度降低到u4。在t3与t5之间,粒子速度表现为先加载上升然后再卸载下降,与传统梯度飞片粒子速度表现不同。随后,向左传播的压缩波会重复界面Σ1和界面Σ2的波传播,表现为每2个界面形成一个波传播循环。由于Al-Cu周期叠层梯度材料是由多个Al-Cu周期叠层构成,所以加载波形整体上表现为振荡上升的斜波加载过程。从t3到t11,粒子速度从u2振荡上升至u9。粒子速度的峰值平台对应GDI的Cu基底层。因此,改变Al-Cu周期叠层梯度材料的周期复合层的构成和厚度可以将加载曲线控制为预期的形状。
-
对比实验粒子速度与设计粒子速度发现,实验与设计粒子速度的整体加载趋势一致,但实验粒子速度的加载时间和加载速度增量与设计存在差异。实验粒子速度加载时间相较于设计加载时间更长,而实验加载速度增量比设计加载速度增量小。针对以上问题,分析设计波形与实验波形存在差异的原因,并对波形进行修正。
-
因为GDI的梯度厚度分布直接决定了应力波在GDI中传播的路径长度,所以加载时间的差异可能是由GDI梯度结构厚度偏差所致。为了修正粒子速度波形的加载时间,通过光学显微镜(optical microscope,OM)测量实验GDI的每个Al-Cu周期复合层的实际厚度,把测得的Al-Cu周期复合层的实际层厚输入理论设计层厚中,对设计粒子速度加载时间进行修正。图15(a)为OM观测的Al-Cu周期叠层梯度材料的实际厚度,图15(b)为14个Al-Cu复合层的实测厚度以及实测厚度与设计厚度的相对偏差。结果表明:对于Al层,最大层厚相对偏差对应第14复合层(37.96%),最小层厚相对偏差对应第10复合层(−0.31%);对于Cu层,最大层厚相对偏差对应第3复合层(38.54%),最小层厚相对偏差对应第1复合层(−0.19%)。层厚误差的主要来源归因于实验GDI的层厚由素片的实际质量决定,而素片的实际质量存在实验误差,导致实验GDI的实际厚度与设计厚度存在偏差。
将OM测得的实际层厚数据输入理论设计,生成修正后的设计波形(绿色曲线),如图16所示。从图16可以看出,厚度修正后的设计波形(绿色曲线)与初始设计波形(红色曲线)在加载时间上存在明显差异,修正后的加载时间
$ \Delta t $ 3约为0.972 μs,近似等于实验波形的加载时间$ \Delta t $ 1,相对偏差仅为1.5%。这证实了飞片层厚偏差是导致加载时间差异的主要原因。由于实际层厚普遍大于理论设计值,因此,应力波在飞片中的传播时间被延长,导致实验波形的加载时间增加。修正后的设计波形在加载时间上显著接近实验波形,该结果表明,梯度飞片中的层厚对加载波形有显著影响,精准控制飞片层厚分布对于提高波形设计与实验结果的匹配度至关重要。 -
通过图14所示的波形传播机理可知,Al-Cu周期叠层梯度材料的粒子速度可能受到飞片材料特性、界面质量以及实验条件等影响。其中,界面质量问题已经通过TEM表征分析排除,为此,从材料特性入手分析峰值粒子速度差异的原因。由HRTEM表征可知,流延法会引入C元素,对比Al-Cu周期叠层梯度材料中不同物相的物性参数(见表2),C的波阻抗与Al的波阻抗相差不大,但与Cu的波阻抗相差较大,所以考虑C元素对Cu层波阻抗的影响是必要的。通过CHONS分析仪对C含量进行测量,然后计算得到流延法制备纯Cu的实际波阻抗值与理论值相差19.56%[37]。将C的波阻抗输入理论设计(加载时间修正后)中,对加载波形进行修正。如图17所示,通过对流延法制备的Cu的实际波阻抗进行修正,得到粒子速度加载曲线(蓝色)。与理论设计曲线相比,修正后的粒子速度在斜波加载的前半段与理论设计并无差异,而后半段相较于理论设计值逐渐降低。这是由于Al-Cu周期叠层梯度材料的结构是由厚Al层逐渐过渡到厚Cu层,因此,将Cu的实际波阻抗代入理论设计中将对加载曲线的后半段产生较大影响。修正后的峰值速度为341.6 m/s,
$ \Delta u $ 4接近实验峰值速度$ \Delta u $ 1,相对误差仅为1.0%。修正结果证实了Cu理论设计的波阻抗与流延法制备的Cu的波阻抗的差异是导致Al-Cu周期叠层梯度材料实验粒子速度峰值降低的原因。流延法引入的C元素对GDI的影响不可忽视。 -
通过流延法结合低温致密化技术,设计并成功制备了大尺寸Al-Cu周期叠层梯度材料,通过相关测试分析,验证了Al-Cu周期叠层梯度材料的质量,通过开展动态加载实验,研究了Al-Cu周期叠层梯度材料的准等熵加载特性,得到如下主要结论。
(1) 采用流延法结合低温烧结技术,成功实现了大尺寸Al-Cu周期叠层梯度材料制备。该材料的梯度结构清晰,能够实现宏观的波阻抗梯度变化。层间平行度高,弯曲程度小于15 μm,且致密度达95.8%。微观表征显示,Al-Cu层间界面结合紧密,无裂纹缺陷,几乎无元素扩散,未检测到金属间化合物生成,验证了流延法加低温烧结技术制备周期叠层梯度材料的可行性。
(2) Al-Cu周期叠层梯度材料以510.6 m/s的加载速度撞击6 μm厚Al靶时,加载波形表现为冲击-振荡加载的准等熵加载特性,加载速度由265.3 m/s上升到峰值339.5 m/s,加载时间为0.98 μs,应力由3.4 GPa持续升高至4.4 GPa。根据界面波传播机理,解释了Al-Cu周期叠层梯度材料准等熵加载波形表现为振荡上升加载的原因。经实际厚度和波阻抗修正后,实验波形在加载时间和粒子速度变化趋势上与设计波形高度一致,修正后加载时间的相对误差仅为1.5%,加载速度增量的相对误差仅为1.0%。动态加载实验结果表明,该材料具有良好的准等熵加载特性。
Al-Cu周期叠层梯度材料的流延法制备及准等熵加载特性
Tape Casting Preparation and Quasi-Isentropic Loading Properties of Al-Cu Periodic Laminated Gradient Materials
-
摘要: 周期叠层梯度材料具有独立可控的波阻抗分布和极少的物相反应,已被用于实现准等熵加载。然而,由于制备技术的局限性,目前制备的周期叠层梯度材料的波系作用时间只有纳秒量级,难以获得更高量级的加载时间。为此,系统探究了流延技术,成功通过流延法结合低温致密化技术制备出大尺寸Al-Cu周期叠层梯度材料。通过微观结构表征和动态加载实验,验证了其质量和准等熵加载特性。结果表明:材料梯度结构明显,层间平行度高,层界面结合良好,无裂纹缺陷,且无金属间化合物生成;材料致密度达95.8%,整体变形量小于15 μm。Al-Cu周期叠层梯度材料以510.6 m/s的驱动速度加载6 μm厚Al靶时,加载波形振荡上升,加载时间接近1 μs。通过对实验材料Al/Cu周期层厚和Cu层波阻抗进行修正,设计模拟结果与实验曲线在加载趋势上吻合较好,表现出良好的准等熵加载特性。研究结果可为周期叠层梯度材料制备技术提供理论依据和技术支持。Abstract: Periodic laminated gradient materials with independently controllable wave impedance distributions and minimal physical phase reactions are now being used for quasi-isentropic loading. However, the wave system action time of the currently periodic laminated gradient materials are on the order of nanoseconds due to limitations in preparation technology, which makes it difficult to achieve loading times of significantly larger magnitudes. In this study, the tape casting process was systematically investigated, and large-size Al-Cu periodic laminated gradient materials were successfully prepared using a combined technique of tape casting and low-temperature densification. The quality and quasi-isentropic loading properties were verified through microstructural characterization and dynamic loading experiments. The results show that the gradient structure of the material is well-defined, the interlayer parallelism is high, the layer interface is well bonded, and that no crack defects or intermetallic compounds generated. The material exhibits a densification of 95.8% and a total deformation less than 15 μm. When the Al-Cu periodic laminated gradient material was loaded with a 6 μm-thick Al target at a driving speed of 510.6 m/s, the loading waveform oscillated and increased with a loading time approaching 1 μs. The loading trends of simulation results agree well with the experimental curves through correcting Al/Cu periodic layer thickness and Cu layer wave impedance. The materials demonstrate excellent quasi-isentropic loading characteristics. This study provides theoretical basis, technical support and new preparation techniques for the application of periodic laminated gradient materials.
-

-
图 1 Al-Cu周期叠层梯度材料:(a) 梯度结构示意图,(b) Al-Cu复合层中Al层和Cu层的厚度占比,(c) 波阻抗随位置的变化曲线
Figure 1. Al-Cu periodic laminated gradient materials: (a) schematic diagram of the gradient structure; (b) the thickness ratios of Al and Cu layer in the Al-Cu composite layer; (c) distribution of wave impedance with position

图 2 Al-Cu周期叠层梯度材料制备流程
Figure 2. Flow chart of material preparation of Al-Cu periodic laminated gradient materials
图 3 (a) 基于轻气炮的飞片冲击实验装置示意图,(b) 冲击实验侧视图(直径为16 mm的GDI冲击直径为18 mm的6 μm厚铝靶和6 mm厚LiF窗口)
Figure 3. (a) Schematic diagram of flyer plate impact experiments using a light-gas gun; (b) side view of an impact experiment in which the GDI with a diameter of 16 mm impacts a 6 μm-thick Al target and 6 mm-thick LiF window, both with a diameter of 18 mm
图 4 原始粉体的SEM图像和粒径尺寸分布
Figure 4. SEM images and particle size distribution of the pristine powders
图 5 不同固含量的Al和Cu流延浆料黏度随剪切速率的变化曲线
Figure 5. Viscosity-shear rate curves of Al and Cu cast paste with different solid contents

图 6 黏结剂含量对流延素片的作用示意图
Figure 6. Schematic diagram of the effect of binder content on the fluid vein sheet
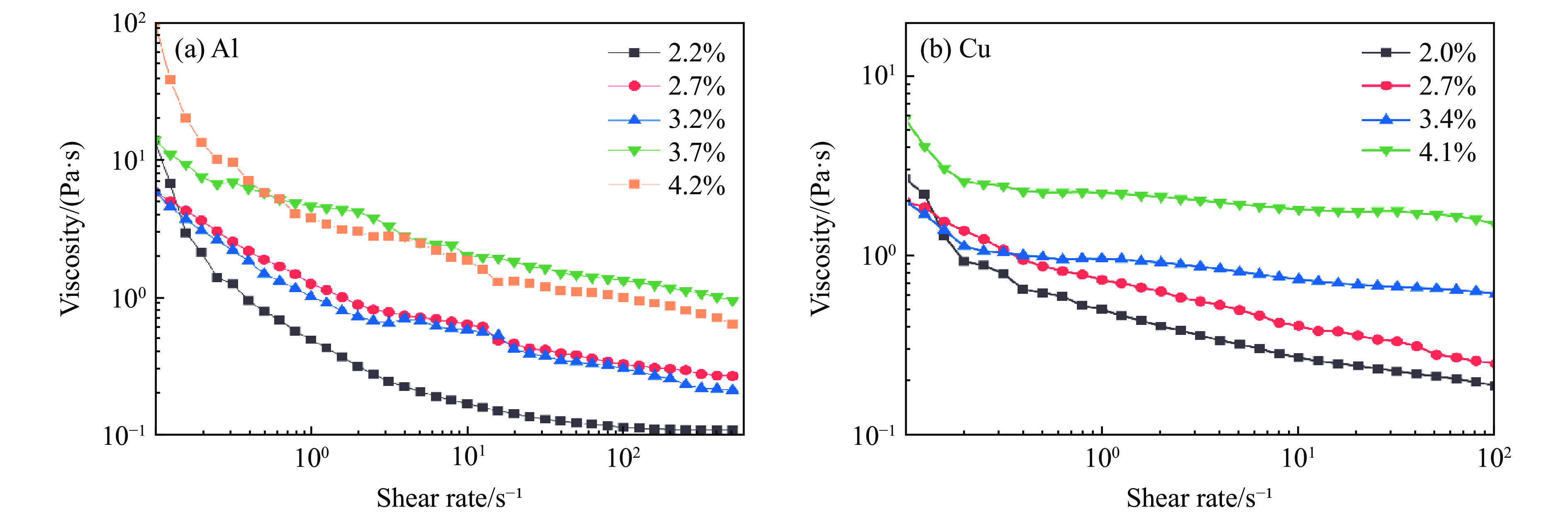
图 7 不同黏结剂含量的Al和Cu流延浆料黏度随剪切速率的变化曲线
Figure 7. Viscosity-shear rate curves of Al and Cu cast paste with different binder contents
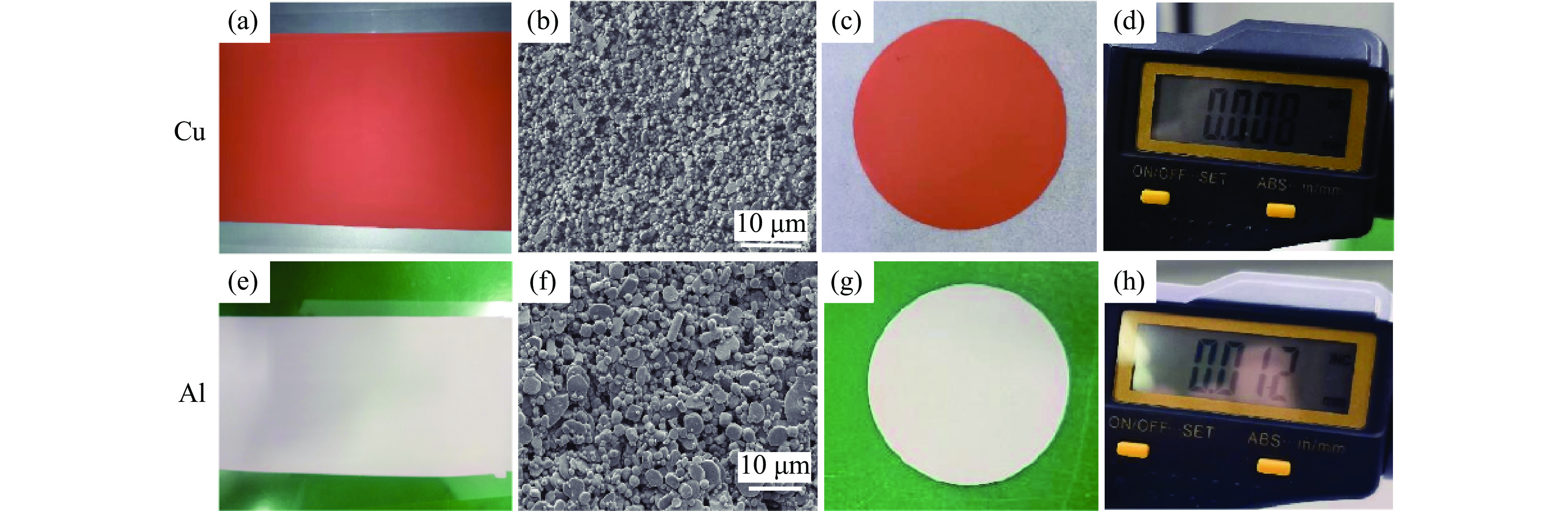
图 8 纯Cu和纯Al流延素片的表征:(a)~(d) Cu素片的宏观形貌、微观形貌、加工形貌、厚度,(e)~(h) Al素片的宏观形貌、微观形貌、加工形貌、厚度
Figure 8. Characterization of the pure Cu and pure Al cast vein sheets: (a)−(d) macroscopic morphology, microscopic morphology, processed morphology and thickness of Cu cast vein sheet; (e)−(h) macroscopic morphology, microscopic morphology, processed morphology and thickness of Al cast vein sheet
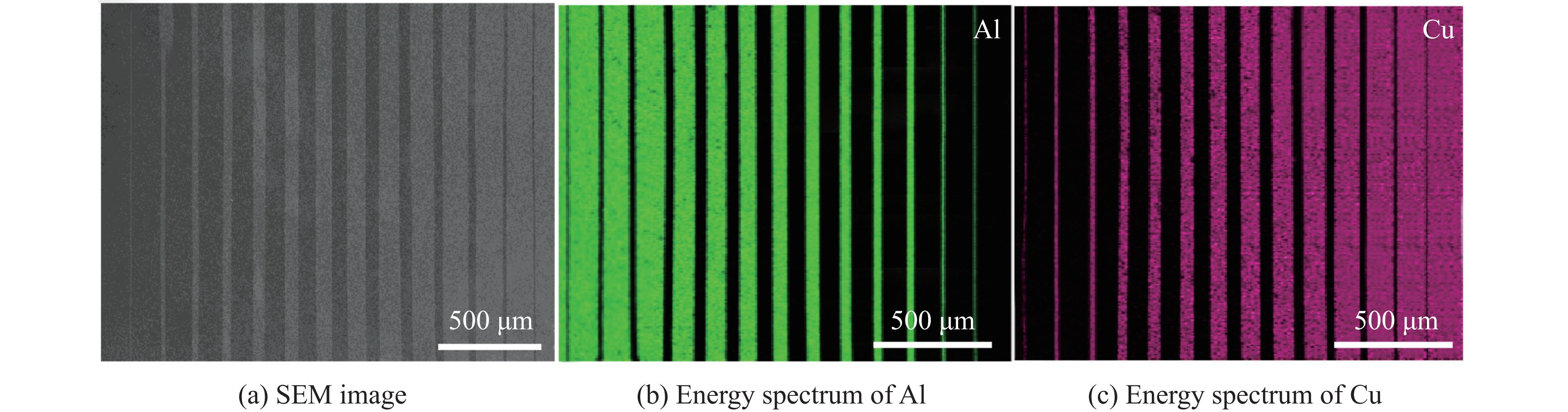
图 9 Al-Cu周期叠层梯度材料的微观结构
Figure 9. Microstructures of Al-Cu periodic laminated gradient material
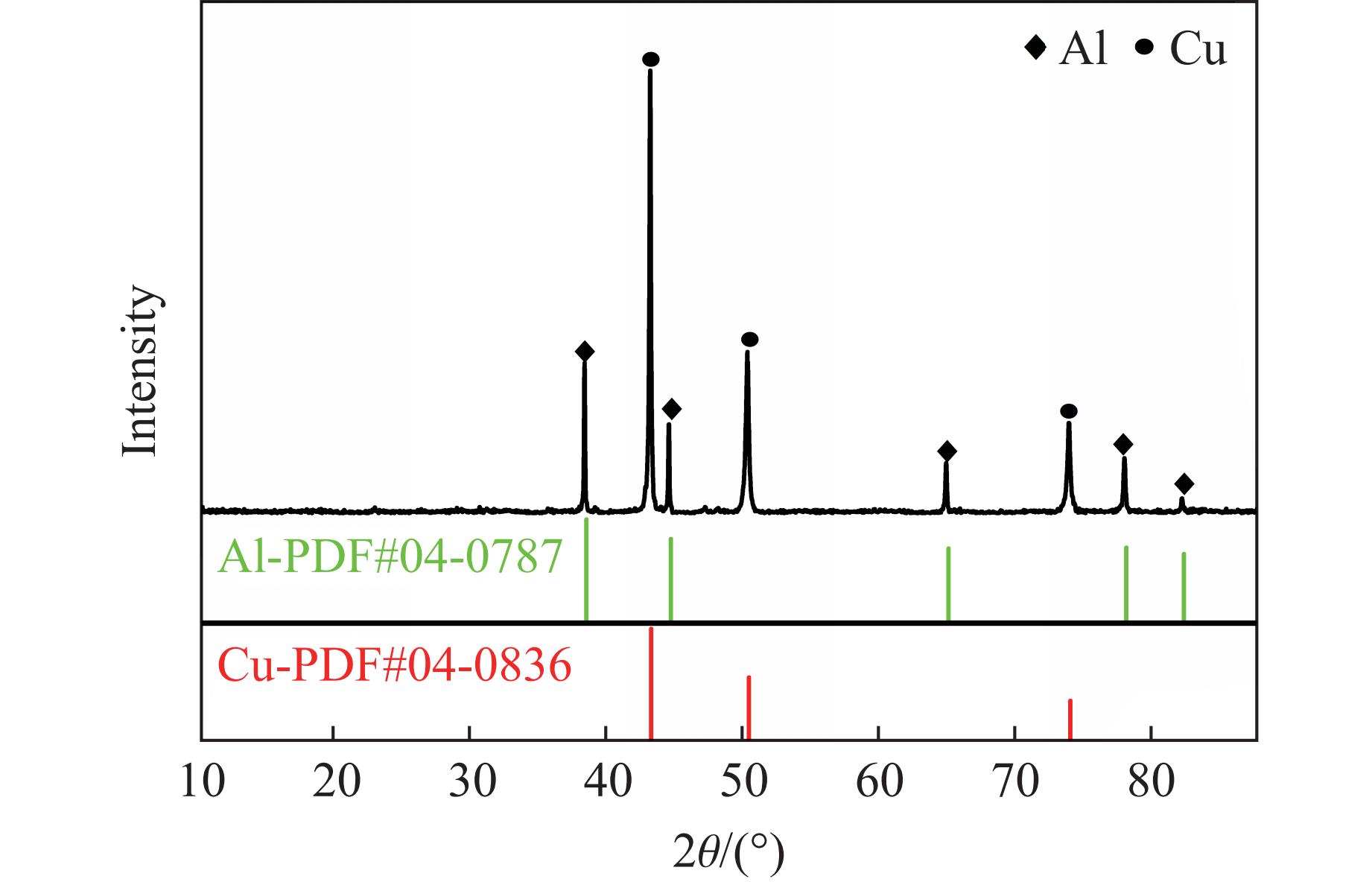
图 10 Al-Cu周期叠层梯度材料的XRD谱
Figure 10. XRD pattern of the Al-Cu periodic laminated gradient materials
图 11 Al-Cu周期叠层梯度材料层间界面的TEM图像
Figure 11. TEM images of the interlayer interface of Al-Cu periodic laminated gradient materials
图 12 Al-Cu周期叠层梯度材料的平面度
Figure 12. Planarity of the Al-Cu periodic laminated gradient materials
图 13 Al-Cu周期叠层梯度材料撞击6 μm厚Al靶的加载结果
Figure 13. Loading results of Al-Cu periodic laminated gradient material impacting Al target with a thickness of 6 μm
图 14 Al-Cu周期叠层梯度材料的波传播示意图
Figure 14. Schematic diagram of wave propagation in the Al-Cu periodic laminated gradient materials
图 15 Al-Cu周期叠层梯度材料的OM图像(a)以及实验层厚与设计厚度的偏差(b)
Figure 15. OM plots (a) and experimental thickness and thickness deviation plots (b) of the Al-Cu periodic laminated gradient materials
图 16 经厚度修正后Al-Cu周期叠层梯度材料的粒子速度曲线
Figure 16. Particle velocity curves for the Al-Cu periodic laminated gradient material after thickness correction
图 17 经波阻抗修正后Al-Cu周期叠层梯度材料的粒子速度曲线
Figure 17. Particle velocity curves for the Al-Cu periodic laminated gradient material after wave impedance correction
表 1 Al-Cu周期叠层梯度材料层间界面的能谱点分析数据
Table 1. Energy spectral point analysis data for the interlayer interface of the Al-Cu periodic laminated gradient materials
Point Atom fraction/% Al Cu C O 1 0 95.75 1.22 3.02 2 8.06 88.51 3.43 0 3 0 94.45 2.73 2.82 4 95.64 0 3.03 1.33 5 7.28 92.72 0 0  下载: 导出CSV
下载: 导出CSV
表 2 Al-Cu周期叠层梯度材料不同物相的物性参数
Table 2. Physical parameters of different physical phases of the Al-Cu periodic laminated gradient material
Phase Density/(g·cm−3) Sound velocity/(km·s−1) Wave impedance/(g·cm−2·μs−1) C 2.203 4.45 9.80 Al 2.712 5.33 14.45 Cu 8.924 3.91 34.89
下载: 导出CSV
-
[1] GLEASON A E, BOLME C A, LEE H J, et al. Time-resolved diffraction of shock-released SiO2 and diaplectic glass formation [J]. Nature Communications, 2017, 8(1): 1481. doi: 10.1038/s41467-017-01791-y [2] MILLOT M, HAMEL S, RYGG J R, et al. Experimental evidence for superionic water ice using shock compression [J]. Nature Physics, 2018, 14(3): 297–302. doi: 10.1038/s41567-017-0017-4 [3] FRATANDUONO D E, MILLOT M, BRAUN D G, et al. Establishing gold and platinum standards to 1 terapascal using shockless compression [J]. Science, 2021, 372(6546): 1063–1068. doi: 10.1126/science.abh0364 [4] 单连强, 高宇林, 辛建婷, 等. 激光驱动气库靶对铝的准等熵压缩实验研究 [J]. 物理学报, 2012, 61(13): 135204. doi: 10.7498/aps.61.135204 SHAN L Q, GAO Y L, XIN J T, et al. Laser-driven reservoir target for quasi-isentropic compression in aluminum [J]. Acta Physica Sinica, 2012, 61(13): 135204. doi: 10.7498/aps.61.135204 [5] 刘海庆, 段卓平, 蔡进涛, 等. 准等熵加载下PBXC03炸药起爆响应特性实验研究 [J]. 北京理工大学学报, 2018, 38(8): 792–796. doi: 10.15918/j.tbit1001-0645.2018.08.004 LIU H Q, DUAN Z P, CAI J T, et al. Experimental research of characteristics of initiation response of PBXC03 under quasi-isentropic loading [J]. Transactions of Beijing Institute of Technology, 2018, 38(8): 792–796. doi: 10.15918/j.tbit1001-0645.2018.08.004 [6] NGUYEN J H, ORLIKOWSKI D, STREITZ F H, et al. Specifically prescribed dynamic thermodynamic paths and resolidification experiments [J]. AIP Conference Proceedings, 2004, 706(1): 1225–1230. doi: 10.1063/1.1780459 [7] JARMAKANI H, MCNANEY J M, KAD B, et al. Dynamic response of single crystalline copper subjected to quasi-isentropic, gas-gun driven loading [J]. Materials Science and Engineering: A, 2007, 463(1/2): 249–262. doi: 10.1016/j.msea.2006.09.118 [8] DARGAUD M, FORQUIN P. A shockless plate-impact spalling technique, based on wavy-machined flyer-plates, to evaluate the strain-rate sensitivity of ceramic tensile strength [J]. Journal of Dynamic Behavior of Materials, 2022, 8(1): 73–88. doi: 10.1007/s40870-021-00317-4 [9] 贺芝宇, 周华珍, 黄秀光, 等. 激光加载下铝材料的冲击温度测量 [J]. 强激光与粒子束, 2016, 28(4): 042002. doi: 10.11884/HPLPB201628.122002 HE Z Y, ZHOU H Z, HUANG X G, et al. Measurements of aluminum’s shock temperature on SG-Ⅱ high-power laser facility [J]. High Power Laser and Particle Beams, 2016, 28(4): 042002. doi: 10.11884/HPLPB201628.122002 [10] DUAN X X, ZHANG C, GUAN Z Y, et al. Transparency measurement of lithium fluoride under laser-driven accelerating shock loading [J]. Journal of Applied Physics, 2020, 128(1): 015902. doi: 10.1063/5.0003869 [11] 薛全喜, 江少恩, 王哲斌, 等. 基于神光Ⅲ原型装置开展的激光直接驱动准等熵压缩研究进展 [J]. 物理学报, 2018, 67(4): 045202. doi: 10.7498/aps.67.20172159 XUE Q X, JIANG S E, WANG Z B, et al. Progress of laser-driven quasi-isentropic compression study performed on SHENGUANG Ⅲ prototype laser facility [J]. Acta Physica Sinica, 2018, 67(4): 045202. doi: 10.7498/aps.67.20172159 [12] HALL C A, ASAY J R, KNUDSON M D, et al. Experimental configuration for isentropic compression of solids using pulsed magnetic loading [J]. Review of Scientific Instruments, 2001, 72(9): 3587–3595. doi: 10.1063/1.1394178 [13] KNUDSON M D, HANSON D L, BAILEY J E, et al. Principal Hugoniot, reverberating wave, and mechanical reshock measurements of liquid deuterium to 400 GPa using plate impact techniques [J]. Physical Review B, 2004, 69(14): 144209. doi: 10.1103/PhysRevB.69.144209 [14] AO T, ASAY J R, CHANTRENNE S, et al. A compact strip-line pulsed power generator for isentropic compression experiments [J]. Review of Scientific Instruments, 2008, 79(1): 013903. doi: 10.1063/1.2827509 [15] BROWN N P, SPECHT P E, BROWN J L. Quasi-isentropic compression of an additively manufactured aluminum alloy to 14.8 GPa [J]. Journal of Applied Physics, 2022, 132(22): 225106. doi: 10.1063/5.0127989 [16] REMINGTON T P, HAHN E N, ZHAO S, et al. Spall strength dependence on grain size and strain rate in tantalum [J]. Acta Materialia, 2018, 158: 313–329. doi: 10.1016/j.actamat.2018.07.048 [17] ZHONG T, LIU X, ZHANG Y Y, et al. Penetration dynamics of a carbonate sand: a synchrotron phase contrast imaging study [J]. International Journal of Impact Engineering, 2021, 152: 103839. doi: 10.1016/j.ijimpeng.2021.103839 [18] YE S J, XU Y F, ZHOU Y, et al. Penetration dynamics of steel spheres into a ballistic gelatin: experiments, nondimensional analysis, and finite element modeling [J]. International Journal of Impact Engineering, 2022, 162: 104144. doi: 10.1016/j.ijimpeng.2021.104144 [19] 沈强, 张联盟, 王传彬, 等. 梯度飞片材料的波阻抗分布设计与优化 [J]. 物理学报, 2003, 52(7): 1663–1667. doi: 10.7498/aps.52.1663 SHEN Q, ZHANG L M, WANG C B, et al. Design and optimization of wave impedance distribution for flyer materials [J]. Acta Physica Sinica, 2003, 52(7): 1663–1667. doi: 10.7498/aps.52.1663 [20] 窦金锋. W-Mo-Ti体系波阻抗梯度飞片的设计及相关物性研究 [D]. 武汉: 武汉理工大学, 2002. DOU J F. Design of W-Mo-Ti flier-plate with graded wave impedanceand study on its relative physical properties [D]. Wuhan: Wuhan University of Technology, 2002. [21] HAYASHI T, UGO R, MORIMOTO Y. Experimental observation of stress waves propagating in laminated composites [J]. Experimental Mechanics, 1986, 26(2): 169–174. doi: 10.1007/BF02320011 [22] ANDERSON M U, CHHABILDAS L C, REINHART W D. Simultaneous PVDF/VISAR measurement technique for isentropic loading with graded density impactors [J]. AIP Conference Proceedings, 1998, 429(1): 841–844. doi: 10.1063/1.55681 [23] CHHABILDAS L C, KMETYK L N, REINHART W D, et al. Enhanced hypervelocity launcher-capabilities to 16 km/s [J]. International Journal of Impact Engineering, 1995, 17(1): 183–194. doi: 10.1016/0734-743X(95)99845-I [24] SUN L, SNELLER A, KWON P. Fabrication of alumina/zirconia functionally gradedmaterial: from optimization of processing parameters to phenomenological constitutive models [J]. Materials Science and Engineering: A, 2008, 488(1/2): 31–38. doi: 10.1016/j.msea.2007.10.044 [25] MARTIN L P, PATTERSON J R, ORLIKOWSKI D, et al. Application of tape-cast graded impedance impactors for light-gas gun experiments [J]. Journal of Applied Physics, 2007, 102(2): 023507. doi: 10.1063/1.2756058 [26] SUN W, LI X J, HOKAMOTO K. Fabrication of graded density impactor via underwater shock wave and quasi-isentropic compression testing at two-stage gas gun facility [J]. Applied Physics A, 2014, 117(4): 1941–1946. doi: 10.1007/s00339-014-8663-1 [27] ZHANG L M, ZHOU X Z, LUO G Q, et al. Microstructure and properties of aluminum-copper composites prepared by hot-pressure sintering [J]. Key Engineering Materials, 2014, 616: 212–216. doi: 10.4028/www.scientific.net/KEM.616.212 [28] YEP S J, BELOF J L, ORLIKOWSKI D A, et al. Fabrication and application of high impedance graded density impactors in light gas gun experiments [J]. Review of Scientific Instruments, 2013, 84(10): 103909. doi: 10.1063/1.4826565 [29] KELLY J P, NGUYEN J H, LIND J, et al. Application of Al-Cu-W-Ta graded density impactors in dynamic ramp compression experiments [J]. Journal of Applied Physics, 2019, 125(14): 145902. doi: 10.1063/1.5055398 [30] BROWN J L, ADAMS D P, ALEXANDER C S, et al. Estimates of Ta strength at ultrahigh pressures and strain rates using thin-film graded-density impactors [J]. Physical Review B, 2019, 99(21): 214105. doi: 10.1103/PhysRevB.99.214105 [31] GAO W L, ZHANG R Z, WANG J, et al. Enhancing laser-driven flyer velocity by optimizing of modulation period of Al/Ti reactive multilayer films [J]. Journal of Vacuum Science & Technology A, 2023, 41(6): 063414. doi: 10.1116/6.0003066 [32] 江宇达, 张睿智, 吴楯, 等. Ti-Pt周期调制梯度材料的制备及准等熵加载特性 [J]. 高压物理学报, 2024, 38(6): 064205. doi: 10.11858/gywlxb.20240816 JIANG Y D, ZHANG R Z, WU D, et al. Preparation and quasi-isentropic loading characteristics of Ti-Pt periodically modulated gradient material [J]. Chinese Journal of High Pressure Physics, 2024, 38(6): 064205. doi: 10.11858/gywlxb.20240816 [33] KE B Y, ZHANG C C, CHENG S L, et al. Tape-casting electrode architecture permits low-temperature manufacturing of all-solid-state thin-film microbatteries [J]. Interdisciplinary Materials, 2024, 3(4): 621–631. doi: 10.1002/idm2.12174 [34] 李代颖, 刘济宽, 陈学通. 超细球形铜粉研究进展 [J]. 船电技术, 2013, 33(3): 42–44. doi: 10.3969/j.issn.1003-4862.2013.03.014 LI D Y, LI J K, CHEN X T. Progress in preparation of ultrafine spherical copper powder [J]. Marine Electric & Electronic Technology, 2013, 33(3): 42–44. doi: 10.3969/j.issn.1003-4862.2013.03.014 [35] SHANG Q S, WANG Z J, LI J, et al. Gel-tape-casting of aluminum nitride ceramics [J]. Journal of Advanced Ceramics, 2017, 6(1): 67–72. doi: 10.1007/s40145-016-0211-3 [36] LUO G Q, LI P B, HU J N, et al. Synergistic effect of Ag and C addition into Al-Cu matrix composites [J]. Journal of Materials Science, 2022, 57(24): 11013–11025. doi: 10.1007/s10853-022-07189-6 [37] HU J N, TAN Y, LI X M, et al. Structure characterization and impact effect of Al-Cu graded materials prepared by tape casting [J]. Materials, 2022, 15(14): 4834. doi: 10.3390/ma15144834 [38] GU J F, FU S, PING H, et al. Idea of macro-scale and micro-scale prestressed ceramics [J]. Interdisciplinary Materials, 2024, 3(6): 897–906. doi: 10.1002/idm2.12224 [39] 郭浩天. Cu/Mo叠层复合材料热响应行为数值模拟研究 [D]. 西安: 长安大学, 2018. GUO H T. Numerical simulation of thermal response behaviorof Cu/Mo laminated composite materials [D]. Xi’an: Chang’an University, 2018. [40] HUANG J, ZHANG J, ZHU K, et al. Using graded density impactor to achieve quasi-isentropic loading with stress and strain-rate controlled [J]. Journal of Applied Physics, 2024, 135(8): 085901. doi: 10.1063/5.0189243 -
计量
- 文章访问数: 38
- HTML全文浏览数: 38
- PDF下载数: 0
- 施引文献: 0