
 首页
首页 登录
登录 注册
注册



-
多主元合金是指由三种及以上元素为主要元素(摩尔比>5%)的一类合金。与传统合金相比,多主元合金具有高熵效应,晶格畸变效应,迟滞扩散效应和鸡尾酒效应,通过适当的成分调配和加工处理,其可以在某些方面突破传统合金的性能极限,因此在这些年成为了研究热点之一[1-2]。回顾近些年的多主元合金的研究成果,可知目前多主元合金可根据其密度分为难熔(高密度,密度> 6.5 g/cm3)、轻质(4 g/cm3<密度<6.5 g/cm3))和超轻质多主元合金(密度<4 g/cm3)。根据密度划分不同类型多主元合金时,主要以传统合金钢,钛和铝、镁合金为参考,因此不同密度的多主元合金在性能方面的主要参照对象即为此四类传统合金[3]。
对于轻质多主元合金(4 g/cm3<密度<6.5 g/cm3)而言,目前研究的热点为TiZrNb系和TiVCr系多主元合金,其中Ti、Zr和V主要用以促进BCC单相的形成和降低合金整体的密度;而Nb和Cr则主要用以提升固溶强化效果和促进有序B2相的形成[4-5];除此之外还会添加Al元素用以降低合金密度和促进析出强化[6]。总体而言,轻质多主元合金的成分设计和组织调控的主要目标是某些性能超越传统钛合金如TC4等。
无论是传统合金还是多主元合金,其在熔炼后基本都会存在组织与成分的不均匀,以及内部存在疏松缩孔等缺陷,这些不均匀和缺陷将严重影响合金的性能。因此合金在熔炼后通常会进行进一步的加工用以消除缺陷调控组织,从而达到改善合金性能的目的。热加工是指对合金在高温下进行轧制、锻造以及热处理等工艺,从而有效的改善合金的组织缺陷并实现组织的调控,进而改善合金的机械性能的一种重要加工方式[5, 7-10]。对于不同类型的合金以及不同的应用场景,所选择的热加工方式亦有不同:如一般钛合金采用热轧制的方式从而最终获得钛合金板材;而热锻造则多用于得到钛合金棒材;对于铸造的钛合金零部件则多采用热等静压等方式[11-14]。无论何种热加工方式,均需要对合金进行详细的工艺探究,从而确定其适宜的热加工温度,热加工应变量和应变速率等参数,才能有效的调控合金的显微组织,从而实现对合金性能的精准调控。
本文设计了一种摩尔比为Ti61Al16Cr10Nb8V5的新型轻质多主元合金(后简称Ti61 V5合金),其密度约为4.82 g/cm3,在铸造并固溶后具有良好的力学性能。为了实现对合金显微组织的有效调控并进一步提升其力学性能,本文对Ti61 V5合金的热轧制工艺进行了详细的探究,主要通过高温压缩实验构建了合金的热加工图,并基于热加工图分析得到了其适宜的热加工温度和应变速率区间;最后通过控制变量法进一步明确了合金的最佳热轧制工艺,从而有效的降低了合金的晶粒尺寸,调控了合金的析出相体积分数,从而显著的提升了合金的力学性能。
-
本实验采用海绵钛(质量比99.95%)、工业纯铝(质量比99.99%)、颗粒铬单质、铌单质和钒单质(质量比99.95%)为原料,采用BNR-350D真空悬浮熔炼炉对轻质多主元合金Ti61Al16Cr10Nb8V5进行熔炼。按照熔点从低到高顺序放入Al、Ti、Cr、V和Nb金属单质,在氩气环境内熔炼6次以确保成分的均匀性,真空度为5×10−4 Pa,得到底部直径约为7 cm,质量为500 g的球冠型合金锭两个,并进一步对合金锭在1000℃下进行8 h的固溶处理,然后在空气中冷却,最终得到固溶后的Ti61 V5合金锭。
对两个Ti61 V5合金锭进行切割,得到8块尺寸为3 cm×3 cm×3.5 cm的方块锭,并得到直径为5 mm厚度为2 mm的圆柱体,根据ASTM 标准 F2004-05 (2010),以 5℃/min 的加热速率,通过差示扫描量热法(Differential Scanning Calorimetry,DSC)确定不同合金的 α/β 相变的温度范围。对合金锭的边角块进行切割,得到3个8 mm×8 mm×2 mm的块状试样,采用砂纸和金刚石抛光膏对试样进行打磨和抛光,并对其进行光学显微镜(Optical Microscopy,OM)、扫描电子显微镜(Scanning Electron Microscopy,SEM)、电子背散射衍射(Electron Backscatter Diffraction,EBSD)和透射电子显微镜(Transmission Electron Microscopy,TEM)观察,并进行X射线衍射分析(X-ray Diffraction,XRD)。同时对合金锭进行微型拉伸试样和Φ5×5 mm3圆柱试样的切割,后在Instron万能试验机上进行准静态拉伸和压缩实验。对切割后的合金锭边角块取样若干,试样尺寸为Φ4×6 mm3,对圆柱试样在Geeble 3500上进行温度800℃−900℃−1000℃−1100℃,应变速率10−3−10−2−10−1−1 /s的高温压缩实验并得到Ti61 V5合金的热加工图。
对得到的8块尺寸3 cm×3 cm×3.5 cm方块Ti61 V5合金锭在温度900℃−1000℃和工程应变量70%−95%下进行热轧制,单次轧制工程应变量约为20%−30%,每次轧制后回炉保温10 min,最后一次轧制后回炉保温10 min后进行空气冷却,并分别得到对应的Ti61 V5合金板材;热轧制在TMA 032147轧制机上进行。对得到的合金板材进行8 mm×8 mm×2 mm方块式样和微型拉伸实验以及Φ3×3 mm3取样,并进行相应的XRD、OM、SEM、EBSD和TEM观察,同时进行准静态力学性能测试,并对准静态变形后的试样进行EBSD和TEM观察。
-
对铸造并固溶后的Ti61Al16Cr10Nb8V5合金进行显微组织观察,得到的结果如图1所示。由图1(a)可知,Ti61 V5合金以BCC相为基体,同时含有少量的B2相和微量的HCP相。根据SEM和EBSD结果可知,合金的BCC相以粗大等轴状存在,其平均尺寸约380 μm;而少量的HCP相则以球状形貌分布在BCC相内,尺寸集中在0.2−2 μm。同时根据图1(d)SEM-EDS可知,合金在熔炼+固溶后,五种元素均匀分布,未出现明显的元素偏析;由点1和2的成分分析结果可知,其实际成分与名义成分非常接近,表明熔炼过程中没有明显的元素挥发和污染,见表1。由TEM结果可知,B2相以纳米级的无定型形貌弥散分布在BCC相内。几何位错密度显示合金晶粒内几乎不存在内应力,说明固溶处理有效地消除了铸态合金的成分不均匀。显微组织观察显示Ti61 V5合金为原始BCC晶粒粗大,同时含有少量B2和HCP析出相的合金[15-17]。
对固溶后的Ti61 V5合金进行准静态力学性能测试,得到的结果如图2所示。由图可知,合金在固溶后其拉伸屈服强度约为733 MPa,抗拉强度约809 MPa,延伸率约为12.3%;压缩屈服强度与拉伸接近,同时压缩应变均大于50%。综上可知固溶状态下的Ti61 V5合金具有较高的强度和比强度,同时具有良好的塑性。
-
鉴于固溶后的Ti61 V5合金晶粒较为粗大,且析出相体积分数较小,具有较大的性能提升空间,因此决定对合金进行热轧制处以提升力学性能。为了确定Ti61 V5合金的适宜热加工工艺范围,首先对合金在800℃−1100℃下不同应变速率下进行热压缩实验,得到的结果如图3所示。由图可知,Ti61 V5合金抗压强度随着温度升高而显著降低,同时随着应变速率增大而显著增大,具有明显的热软化效应和应变速率强化效应。
大量的实验结果表明,合金的热加工图可以有效的为合金的热轧制工艺提供指导,热加工图的建立主要基于合金不同温度和应变速率下的热压缩结果[14, 18],且可通过公式(1)和(2)计算得到:
其中
$ m $ 为应变速率敏感系数;$ \eta $ 为功率耗散因子;$ \sigma $ 为应力;$ \dot{\varepsilon } $ 为应变速率。通过将热压缩参数带入公式1可以求得Ti61 V5合金在800℃−1100℃下0.001−1 /s应变速率下不同真实应变量($ \varepsilon $ =0.15,0.3,0.45)的应变速率敏感系数$ m $ ;同时通过将$ m $ 带入公式2可获得不同真实应变量下的耗散因子$ \eta $ ,将得到的计算结果制成如图4所示。由图4(a)、(c)和(e)可知,合金的应变速率敏感系数与变形温度呈正相关,与变形速率呈负相关。对于BCC-Ti而言,一般认为
$ m $ 值低于0.1时说明合金流变应力对应变速率不敏感,容易发生绝热剪切和局部非均匀变形。当$ m $ 值在0.2−0.4时,合金的流动应力对应变速率有一定敏感性,此时合金以动态回复和动态再结晶为主,适合进行小变形量的塑性加工。当$ m $ 值大于0.4时,合金将表现出超塑性,有利于大变形塑性加工。对于功率耗散图,观察可知$ \eta $ 的变化规律与$ m $ 接近,同样与温度呈正相关,与应变速率呈负相关。同时,研究表明,当$ \eta $ 小于0.2时,合金的能量耗散方式主要是转化为热能,同时倾向于发生非均匀塑性变形,不利于塑性加工。当$ \eta $ 大于0.3时,合金的能量耗散方式以动态回复为主,有利于小变形塑性加工。当$ \eta $ 接近0.5时,合金倾向于发生显著动态再结晶,有利于细化合金晶粒[19-21]。基于以上对$ m $ 和$ \eta $ 的计算和分析结果可知,对于Ti61 V5合金,其在真实应变量为0.15%时(工程应变14%,如图4(b)所示),仅在1100℃左右,应变速率0.01−0.1 /s时适合热加工;在真应变为30%时(工程应变26%,如图4(d)所示),则在960℃−1020℃,应变速率0.001−0.01 /s时适合进行热加工;当真实应变为45%时(工程应变36%,如图4(f)所示),在920℃−1060℃,应变速率0.001−0.1 /s时适合热加工。根据对热加工应变速率敏感系数
$ m $ 和热耗散因子$ \eta $ 的结果分析可知,为了确保Ti61 V5合金在热轧制过程中不发生失稳而导致局部塑性变形,且确保晶粒能够得到充分的动态再结晶形均匀细小的等轴晶粒,其热轧制工艺应该在温度920℃−1030℃,同时应变速率0.001−0.01 /s,单次真实应变量应该在25%−50%之间(工程应变22%−36%)。为了验证热加工图计算结果的有效性,并进一步明确Ti61 V5合金的最适轧制工艺,开始对固溶后的合金进行不同工艺的热轧制。 -
首先对Ti61 V5合金在920℃−950℃−980℃−1010℃下,应变速率0.001 /s,单次工程应变量27%,总应变量约80%的工艺进行热轧制加工,得到的合金显微组织如图5所示。如图5可知,随热轧温度的提高,Ti61 V5合金的再结晶效果逐渐显著。在920℃下热轧,合金内可见明显的加工流线,此时合金的原始晶粒被压缩成长条状,但由于温度较低,没有足够的能量驱动大量的晶粒发生动态再结晶,因此保留了热变形后的晶粒,根据热加工图可知此时的
$ \eta $ 值为0.3,处于动态回复为主的阶段。当热轧制温度升至950℃时,Ti61 V5合金内的再结晶晶粒显著增多,但仍然可观察到加工流线和塑性流变的原始晶粒,说明此时温度提升导致合金吸收的能量增多,从而能够驱动发生再结晶的晶粒增多;此时$ \eta $ 值约为0.4,已趋近于最适热加工区间。当热轧制温度提升至980℃时,合金绝大多数合金均发生了动态再结晶,几乎难以观察到加工流线,热轧后的晶粒与固溶后的晶粒相比尺寸显著降低,这是因为温度的提升进一步驱动了热轧过程中变形晶粒的动态再结晶;此时$ \eta $ 值约为0.5,处于最佳加工区间。当热轧制温度升至1010℃时,合金内晶粒再结晶充分,无变形晶粒和加工流线;此时$ \eta $ 值约为0.6,也处于最佳热加工区间。对不同温度热轧后的Ti61 V5合金板材取样,进行准静态力学性能测试,得到的结果如图6所示。由图可知合金在轧制后的强度与固溶状态下相比显著提升。其中920℃热轧后合金抗拉强度约1130 MPa,但几乎没有塑性,这主要是大量变形晶粒导致的位错强化,但也严重损害合金的塑性。当热轧温度提升至950℃时,合金强度降低至970MPa,延伸率提升至10%,这是由于大量变形晶粒发生了回复和再结晶,位错密度降低,故强度降低塑性提升。当热轧温度进一步提升至980℃时,合金的抗拉强度提升至1130 MPa,延伸率则提升至13.6%,这是由于晶粒尺寸降低导致细晶强化提升,同时热变形产生的位错等缺陷在动态再结晶过程中被大量消耗,二者的影响叠加所致。当热轧温度提升至1010℃时,合金的强度降低至1050 MPa,延伸率提升至15.2%,认为这是由于此时温度提升导致合金发生充分再结晶后晶粒进一步长大粗化,从而降低合金的细晶强化效果,同时充分的再结晶进一步降低了合金内部的位错等缺陷,因而进一步提升了塑性。由显微组织观察和力学性能测试结果可知,Ti61 V5合金的最佳热轧温度约为980℃,此温度热轧制后合金晶粒显著细化,同时内部位错等大量消耗,因此Ti61 V5合金的强度和塑性均得到提升。
除了热轧制温度外,同时对合金的热轧应变量进行探究,分别对合金在980℃下,热轧应变速率0.001 /s下进行单次工程应变23%−27%−30%−32%,总工程应变70%−80%−90%−95%的热轧制实验,得到的Ti61 V5合金的显微组织如图7所示。由图可知,当应变为70%时,合金内加工流线显著,原始晶粒变形严重,大量变形晶粒未发生再结晶,这是由于变形量较小导致输入的变形驱动能较低导致。当变形量增大至80%时,合金内晶粒细化明显,但仍然能观察到少量加工流线,绝大多数变形晶粒被再结晶晶粒取代,说明此时输入的能量足以驱动绝大多数变形晶粒发生动态再结晶。当变形量增大至90%时,合金内晶粒发生充分的再结晶,几乎不存在加工流线,此时得到的再结晶晶粒呈细小等轴状。当应变进一步增大至95%时,合金内晶粒同样呈现完全动态再结晶后的细小等轴状态。
对热轧工程应变量80%−90%−95%的Ti61 V5合金进行进一步的EBSD测试,得到的结果如图8所示。由反极图8(a)、(d)和(g)可知,合金在不同应变量热轧后均未显示出明显的取向性,说明合金的热回复过程中以动态再结晶为主且再结晶过程无取向性。同时EBSD结果显示应变量80%−90%−95%热轧后的Ti61 V5的BCC晶粒平均尺寸约为56 μm、32 μm和41 μm,呈现先降低后增大的趋势。认为这是由于随变形量增大,合金的动态再结晶先得到充分的驱动,但变形量进一步增大后会导致充分再结晶后的晶粒长大。同时由晶界分布图8(b)、(e)和(h)以及几何位错密度分布图8(c)、(f)和(i)可知,随着应变量的增大,合金小角度晶界数量逐渐降低,同时合金晶粒内应力逐渐降低,说明动态再结晶和动态回复随着变形量的增大而更加的充分,90%应变量以上即可得到晶粒充分细化,位错密度和内应力较低的完全再结晶的Ti61 V5合金板材。
对不同应变量热轧后的Ti61 V5合金进行准静态力学性能测试,得到的结果如图9所示。由图可知,当热轧变形量为70%时,合金内存在大量的变形晶粒,此时合金位错强化效果明显,其抗拉强度约1040 MPa,延伸率约为10.3%。当变形量增大至80%时,合金晶粒基本细化,细晶强化效果显著但位错强化效果降低,因此抗拉强度提升至1130 MPa,延伸率则提升至13.6%。当合金热轧变形量进一步增大至90%时,合金晶粒进一步细化,同时位错强化则进一步弱化,此时合金抗拉强度增大至1200MPa,延伸率增大至18.1%。当变形量增大至95%时,合金晶粒略有粗化,但位错密度进一步降低,因此此时合金强度降低至1120 MPa,但延伸率提升至约19.3%。结合显微组织观察结果可知,当热轧温度980℃,应变速率0.001 /s,单次工程应变为30%,总工程应变量为90%时,得到的Ti61 V5具有1200 MPa的强度和18.1%的塑性,相较于固溶状态下,其强度提升约63.7%,塑性提升约45%,且强塑性匹配良好;因此认为此时的热轧制工艺为Ti61 V5合金的最佳工艺。
对980℃、应变速率0.001 /s和总工程应变量90%的最佳工艺热轧制得到的Ti61 V5合金进行显微组织观察,用以分析其显微组织并确定其强化机制,得到的结果如图10所示。由XRD结果可知Ti61 V5合金仍然由BCC基体和B2相以及HCP相组成,但与固溶后相比B2相积分分数显著增大而HCP相体积分数有所降低。同时根据SEM形貌图可知,合金内BCC相以细小等轴状形貌分布,根据EBSD结果可知其平均尺寸约32 μm,相较于固溶后的尺寸显著降低,根据霍尔佩奇公式
$ {\sigma }_{g}={\sigma }_{0}+K{d}^{-1/2} $ 可知[22-23],合金的晶粒尺寸$ d $ 越小,那么其强度将会越大,即细晶强化效果越强。同时由图10(d)可知,在BCC基体内除HCP析出相外的区域对其进行衍射斑标定均可发现B2相的超点阵,因此可以判断合金的B2相弥散分布于BCC晶粒内;同时根据图10(e)可知B2与BCC相之间无明显的晶界且B2相呈无定形形貌。B2相是一种有序的BCC结构,其与BCC相的区别在于原子的排布是否有规律,因此B2相和BCC相之间存在一定的能量差,故B2相能够一定程度上阻碍位错的滑移,从而提升合金的强度;同时由于B2相同样为BCC结构,且与BCC基体共格,因此位错可以较为顺利的在其中滑移,故而对合金的塑性影响较小。同时合金内还存在少量尺寸在0.5−2 μm的球状HCP相,如图10(c)和(f)所示,由于HCP相仅6个滑移带,远少于BCC相的48个滑移带,因此HCP相相较于BCC而言是一种硬脆析出相,故而能够有效阻碍位错的滑移;但由于Ti61 V5合金内HCP相体积分数较小,因此其强化效果有限,同时对塑性的负面影响也有限。B2相和HCP相二者作为析出相,在一定程度上提升了合金的强度,即为析出强化。同时,加上Ti61 V5合金作为多主元合金所含由的显著的固溶强化,与合金的本征强度,四者构成了Ti61 V5合金强度的主要来源。与传统的钛合金TC4(抗拉强度约1050 MPa,延伸率约15%)相比[24-25],最佳热轧制工艺得到的Ti61 V5合金具有更高的抗拉强度(1200 MPa)和更加良好的塑性(延伸率18%),因此是一种十分具有应用潜力的新型轻质多主元合金。
-
本文通过对固溶后的轻质多主元合金Ti61Al16Cr10Nb8V5(简称Ti61 V5合金)进行高温压缩实验构建了其的热加工图,由热加工图确定了合金的适宜热轧制工艺,并通过控制变量法最终得到了合金的最佳热轧制工艺,从而显著提升了Ti61 V5合金的力学性能,全文的主要结论如下:
(1)Ti61 V5合金在800℃−1100℃,0.001 /s−1 /s应变速率压缩时合金强度随温度升高而降低,随应变速率增大而增大,具有显著的热软化效应和应变速率强化效应。通过构建其应变速率敏感系数和功率耗散因子图可知,合金的适宜热加工工艺范围为温度920℃−1030℃,应变速率0.001−0.01 /s,单次工程应变22%−36%。
(2)通过控制变量法对Ti61 V5合金进行不同工艺热轧制,并进行显微组织观察和力学性能测试。发现合Ti61 V5合金的强度随热轧温度升高和应变量的增大而先增大后降低,塑性则逐渐增大。这主要由于合金随热轧温度升高和应变量的增大而再结晶逐渐充分,细晶强化逐渐增强;至最后晶粒开始粗化从而细晶强化减弱。塑性逐渐增强则是由位错密度不断降低所致。
(3)980℃下0.001 /s应变速率和总工程应变量90%的热轧制,可以获得性能最佳的Ti61 V5合金,此时合金抗拉强度约1200 MPa,延伸率约18%,此时合金主要由平均尺寸32 μm的BCC晶粒组成,同时含有一定量纳米级弥散分布的B2相和少量球状HCP相。细晶强化为合金的主要强化机制,同时伴随着固溶强化和析出强化,使得合金相较于固溶状态下强度提升约63.7%,塑性提升约45%。
热轧制工艺对Ti61Al16Cr10Nb8V5多主元合显微组织与力学性能的影响
Effect of Hot Rolling Process on the Microstructure and Mechanical Properties of Ti61Al16Cr10Nb8V5 Multi-Principal Element Alloy
-
摘要: 文章对固溶后的Ti61Al16Cr10Nb8V5多主元合金(简称Ti61V5合金)进行了高温压缩实验从而得到其热加工图,并由此进一步确定了合金的热轧制工艺范围:温度920℃−1030℃,应变速率0.001 /s−0.01 /s,单次工程应变量22%−36%。通过控制变量法对Ti61V5合金进行热轧制,发现合金随热轧温度升高和应变量增大而强度先增大后降低,塑性则逐渐增大;强度的变化与细晶强化的先增后降有关,而塑性增大与位错强化逐渐降低有关。980℃−0.001 /s下进行单次应变30%总应变90%的热轧制,可得到抗拉强度1200 MPa,延伸率18%的Ti61V5合金板材,与固溶状态相比,其强度提升约63.7%,塑性提升约45%。Abstract: The high-temperature compression test was conducted on the solution-treated Ti61Al16Cr10Nb8V5 multi-principal element alloy (referred to as the Ti61V5 alloy) to obtain its processing map, which was further used to determine the optimal hot rolling process parameters: temperature range of 920℃–1030℃, strain rate of 0.001 /s–0.01 /s, and a single-pass engineering strain of 22%–36%. The Ti61V5 alloy was hot rolled using the controlled variable method, revealing that as the rolling temperature increased and the strain level rose, the strength initially increased and then decreased, while the ductility gradually improved. The variation in strength was attributed to the initial increase and subsequent decrease in grain refinement strengthening, whereas the increase in ductility was associated with the gradual reduction of dislocation strengthening. When hot rolling was performed at 980℃ with a strain rate of 0.001 /s, a single-pass strain of 30%, and a total strain of 90%, the Ti61V5 alloy sheet exhibited a tensile strength of 1200 MPa and an elongation of 18%. Compared with the solution-treated state, the strength increased by approximately 63.7%, and the ductility improved by about 45%.
-

-
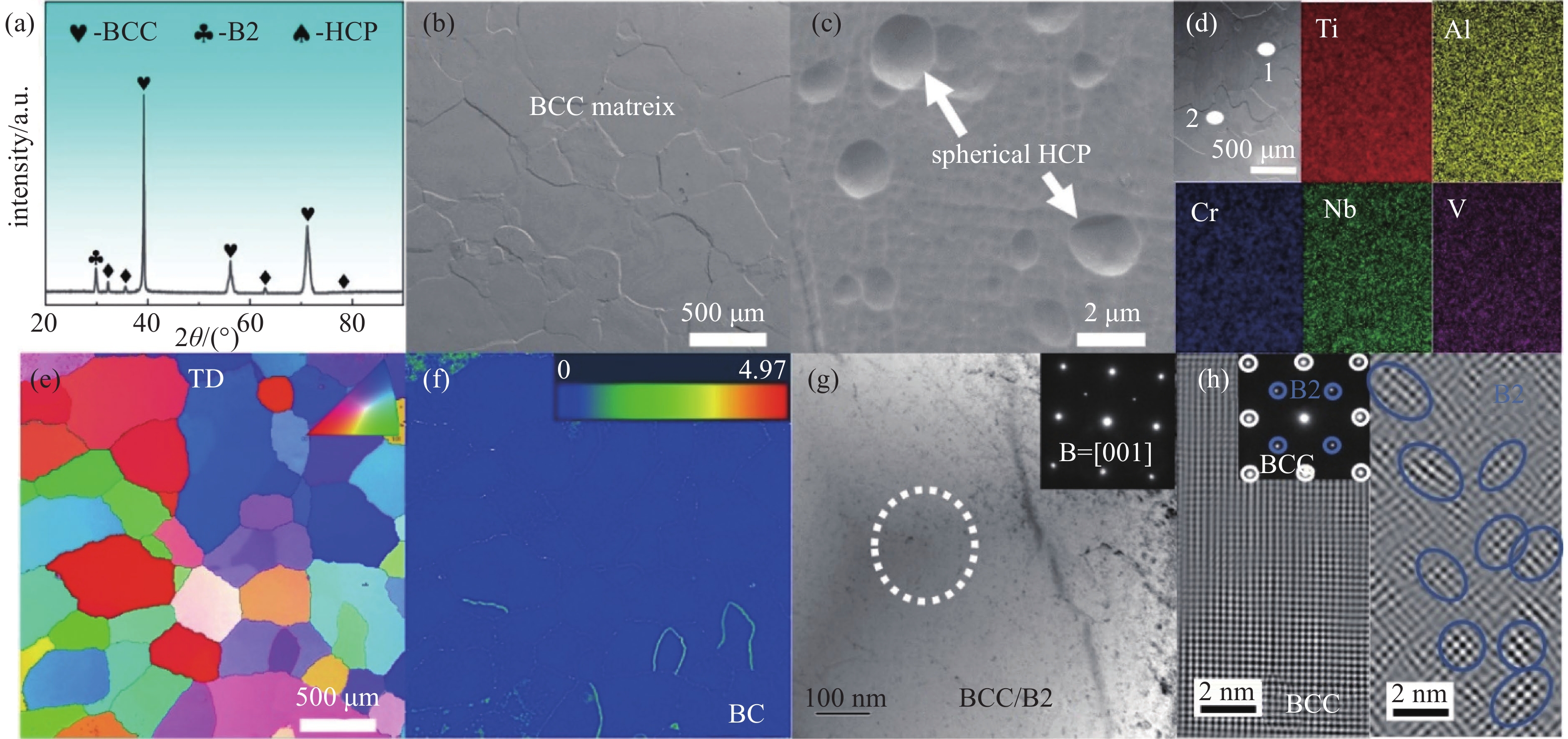
图 1 固溶后Ti61 V5合金的显微组织。(a)XRD结果,(b)BCC基体的SEM形貌,(c)HCP相SEM形貌,(d)合金SEM-EDS扫描结果,(e)合金EBSD反极图,(f)EBSD几何位错密度图,(g)BCC/B2相TEM形貌图,(h)BCC和B2相的反傅里叶变换高分辨图
Figure 1. Microstructure of the Ti61 V5 alloy after solution treatment. (a) XRD results, (b) SEM morphology of the BCC matrix, (c) SEM morphology of the HCP phase, (d) SEM-EDS mapping of the alloy, (e) EBSD inverse pole figure of the alloy, (f) EBSD geometrically necessary dislocation (GND) map, (g) TEM morphology of the BCC/B2 phases, (h) high-resolution inverse fast Fourier transform (IFFT) images of the BCC and B2 phases
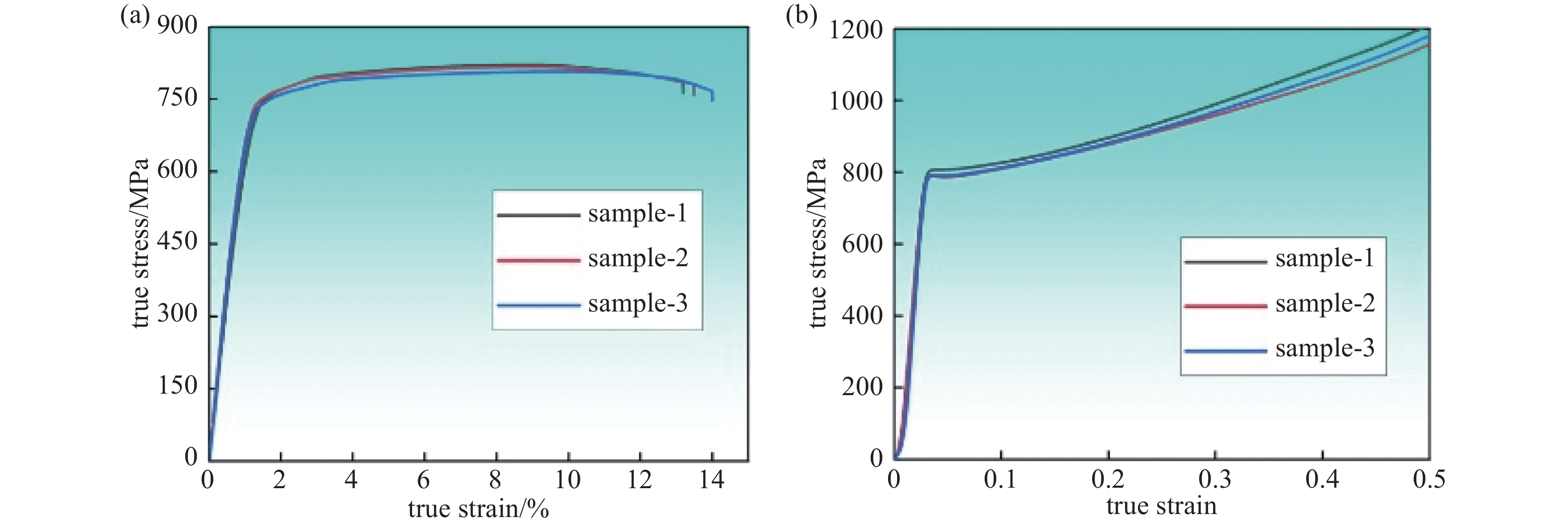
图 2 固溶后Ti61 V5合金的准静态力学性能。(a)拉伸性能,(b)压缩性能
Figure 2. Quasi-static mechanical properties of Ti61 V5 alloy after solution. (a) Tensile properties, (b) compression performance
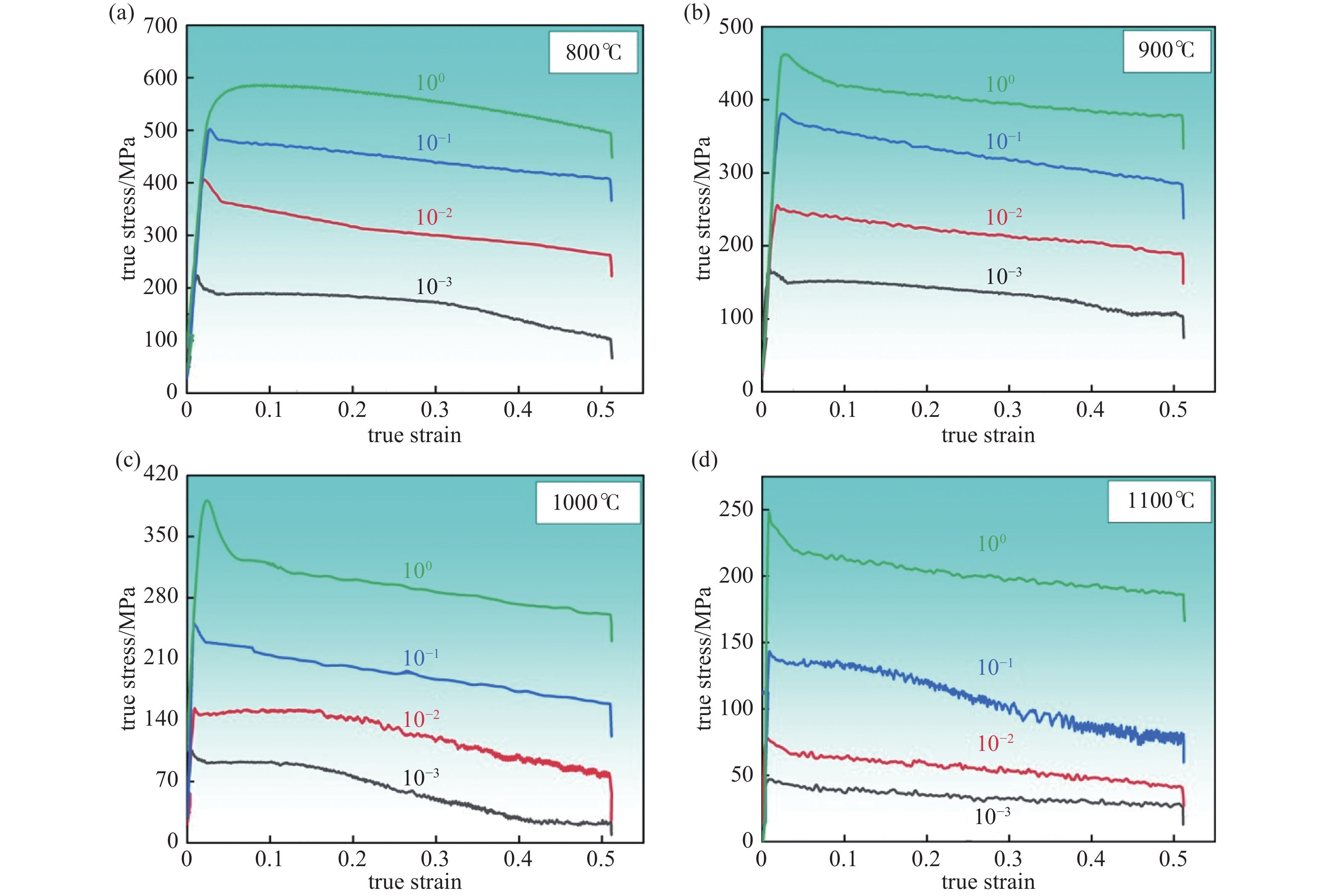
图 3 Ti61 V5合金的高温压缩结果。(a)800℃压缩,(b)900℃压缩,(c)1000℃压缩,(d)1100℃压缩
Figure 3. High temperature compression results of Ti61 V5 alloy. (a) Compression at 800℃, (b) compression at 900℃, (c) compression at 1000℃, (d) compression at 1100℃
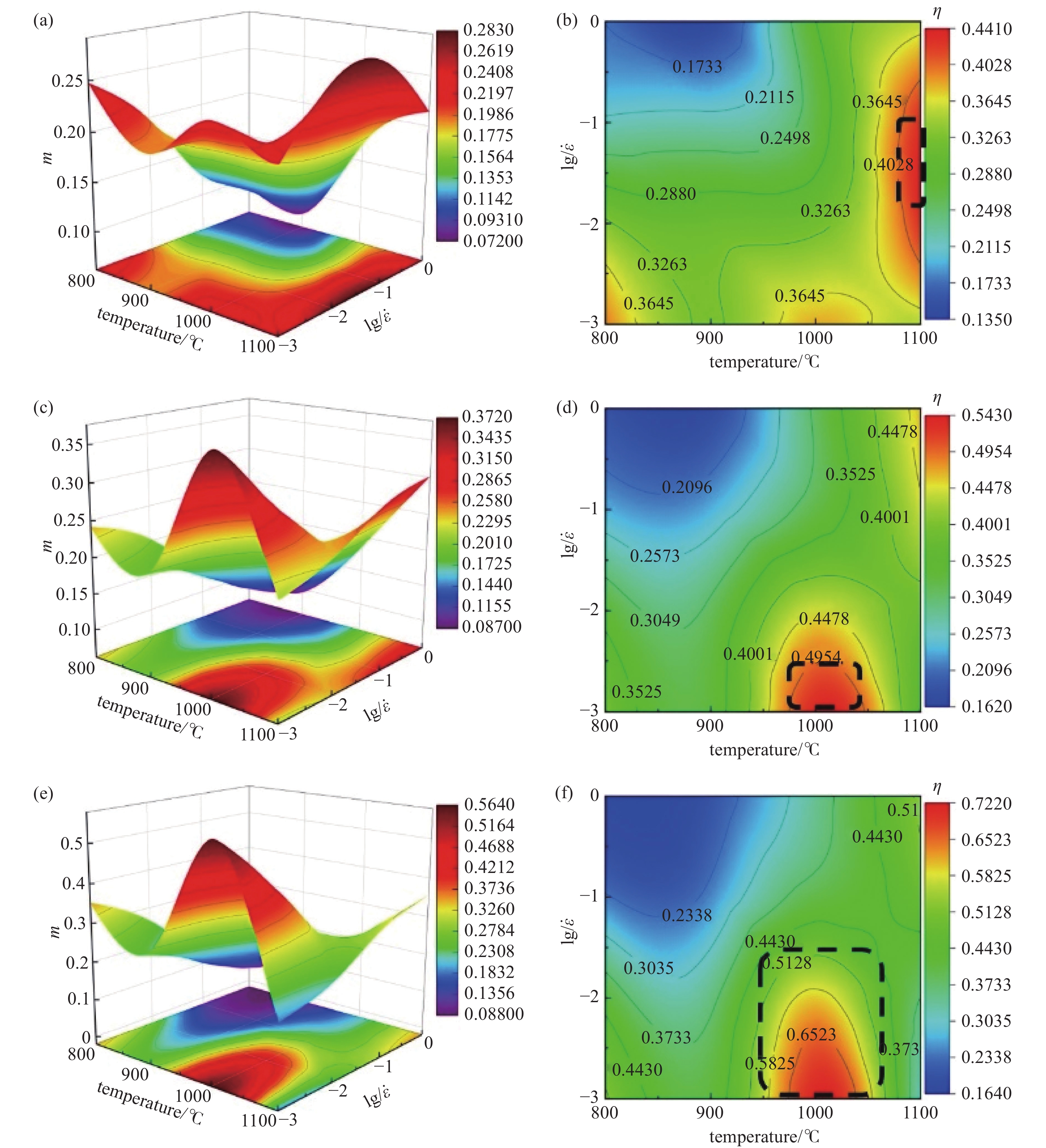
图 4 Ti61 V5合金不同真实应变量下的应变率敏感系数和功率耗散因子。(a)ε=15%时应变率敏感系数,(b)ε=15%时功率耗散系数,(c)ε=30%时应变率敏感系数,(d)ε=30%时功率耗散系数,(e)ε=45%时应变率敏感系数,(f)ε=45%时功率耗散系数
Figure 4. Strain rate sensitivity coefficient and power dissipation factor of Ti61 V5 alloy under different real strain variables. (a) Strain rate sensitivity coefficient at ε=15%, (b) power dissipation coefficient at ε=15%, (c) strain rate sensitivity coefficient at ε=30%, (d) power dissipation coefficient at ε=30%, (e) strain rate sensitivity coefficient at ε=45%, (f) power dissipation coefficient at ε=45%
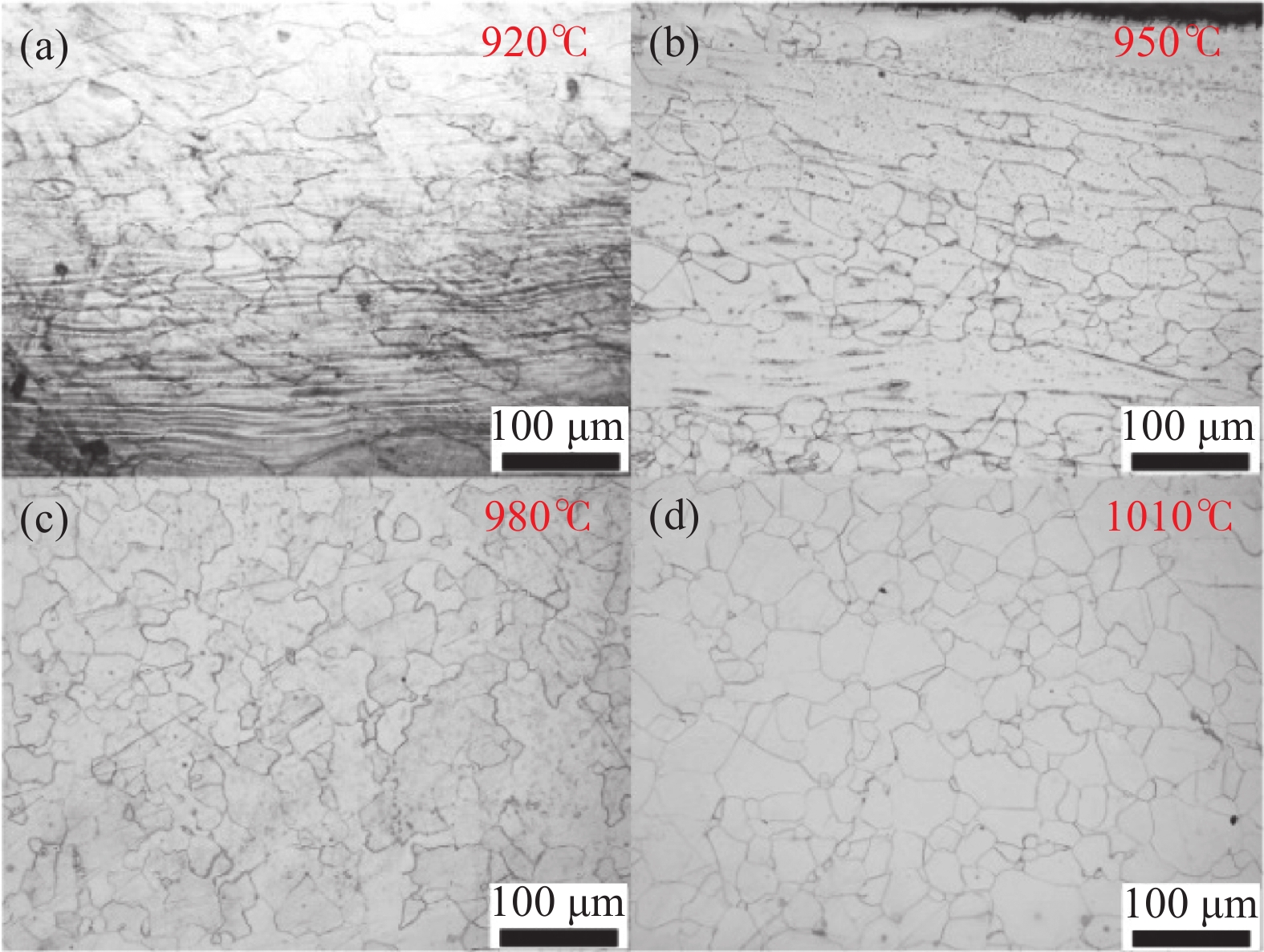
图 5 Ti61 V5合金不同温度下热轧制后形貌图。(a)920℃,(b)950℃,(c)980℃,(d)1010℃
Figure 5. Morphology of Ti61 V5 alloy after hot rolling at different temperatures. (a) 920℃, (b) 950℃, (c) 980℃, (d) 1010℃
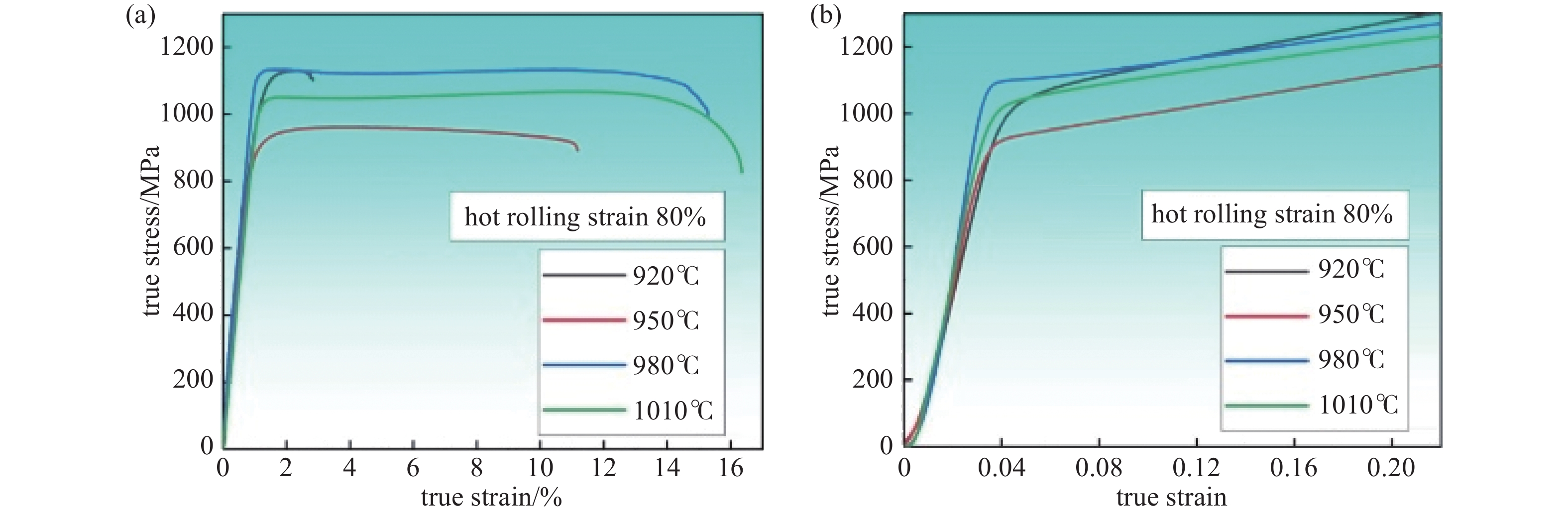
图 6 Ti61 V5合金不同温度下热轧制后准静态力学性能。(a)拉伸,(b)压缩
Figure 6. Quasi-static mechanical properties of Ti61 V5 alloy after hot rolling at different temperatures. (a) Tensile, (b) compression
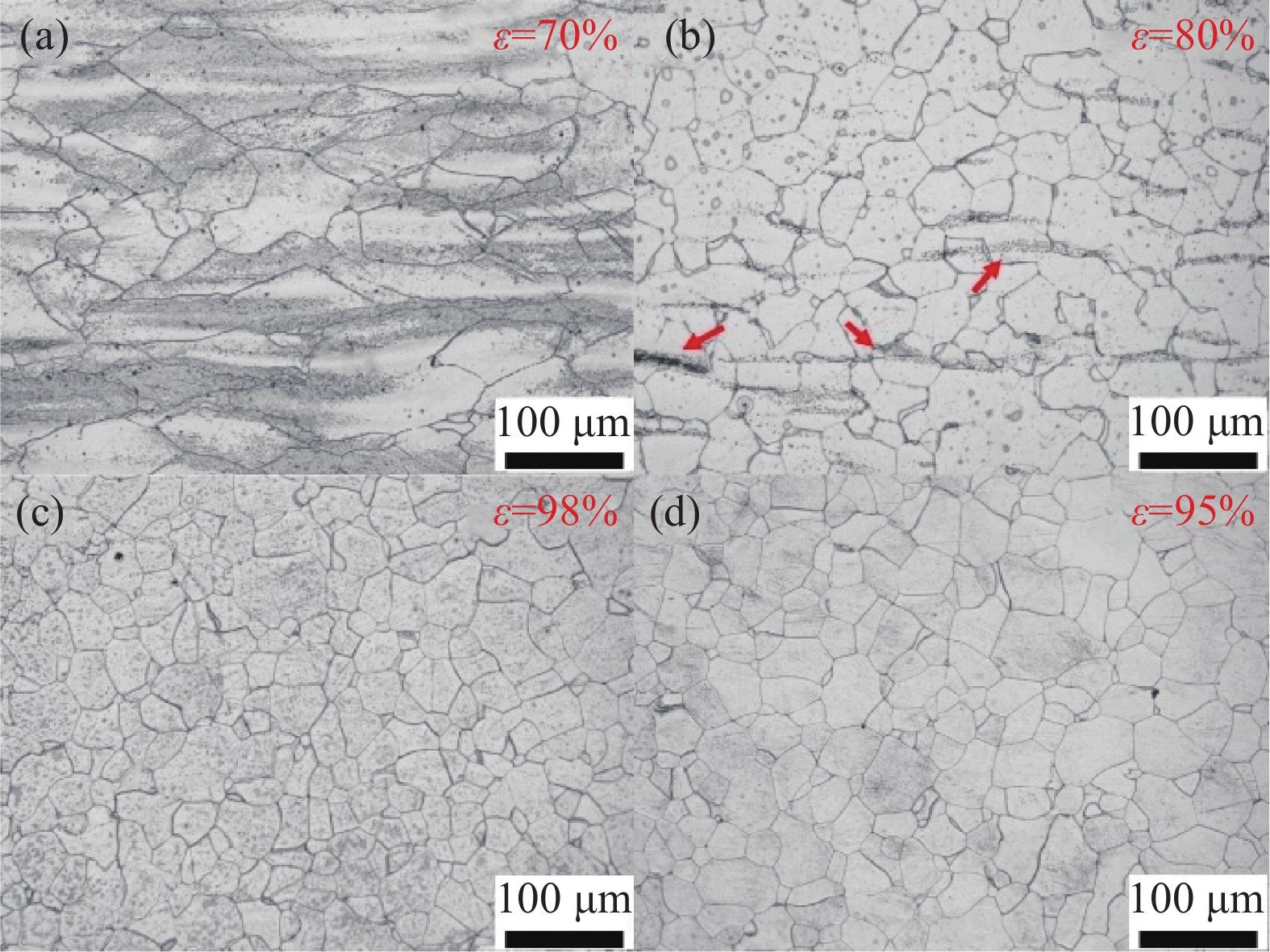
图 7 Ti61 V5合金不同应变量热轧制后显微组织形貌。(a)ε=70%,(b)ε=80%,(c)ε=90%,(d)ε=95%
Figure 7. Microstructure of Ti61 V5 alloy after hot rolling with different stress variables. (a) ε=70%, (b) ε=80%, (c) ε=90%, (d) ε=95%
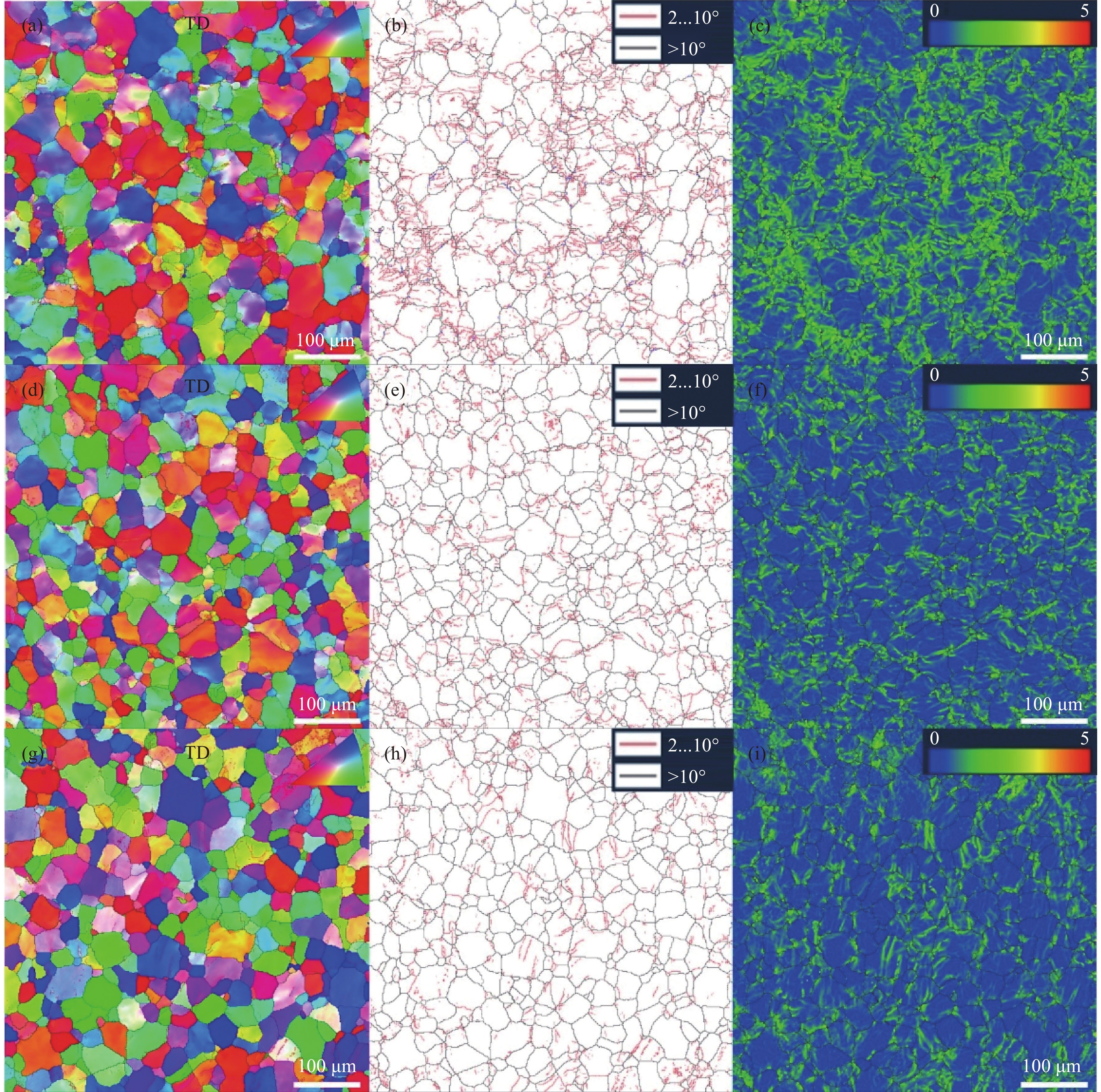
图 8 Ti61 V5合金在980℃不同应变量下热轧制后EBSD测试结果。(a)ε=80%时反极图,(b)ε=80%时晶界分布图,(c)ε=80%时几何位错密度图,(d)ε=90%时反极图,(e)ε=90%时晶界分布图,(f)ε=90%时几何位错密度图,(g)ε=95%时反极图,(h)ε=95%时晶界分布图,(i)ε=95%时几何位错密度图
Figure 8. EBSD test results of Ti61 V5 alloy after hot rolling at 980℃ under different stress variables. (a) Inverse pole diagram at ε=80%, (b) grain boundary diagram at ε=80%, (c) geometric dislocation density diagram at ε=80%, (d) inverse pole diagram at ε=90%, (e) grain boundary diagram at ε=90%, (f) geometric dislocation density diagram at ε=90%, (g) inverse pole diagram at ε=95%, (h) grain boundary diagram at ε=95%, (i) geometric dislocation density diagram at ε=95%
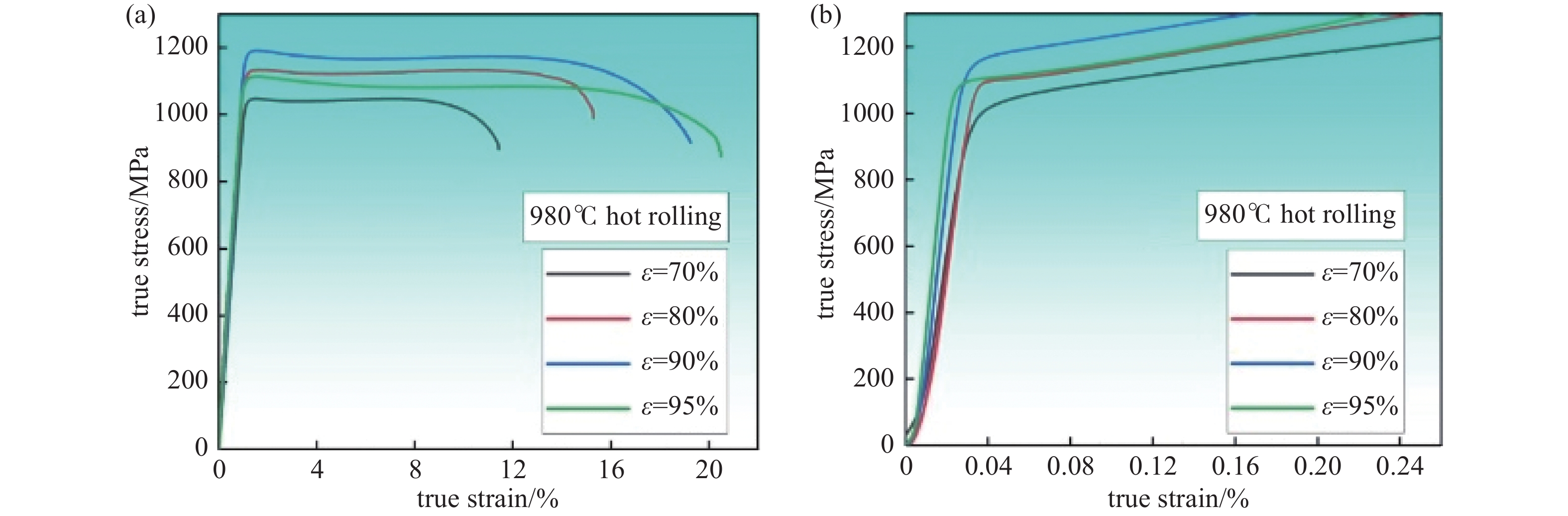
图 9 Ti61 V5合金在980℃不同应变量下热轧制后的准静态力学性能测试结果。(a)拉伸实验,(b)压缩实验
Figure 9. Test results of quasi-static mechanical properties of Ti61 V5 alloy after hot rolling at 980℃ under different stress variables. (a) Tensile test, (b) compression experiments
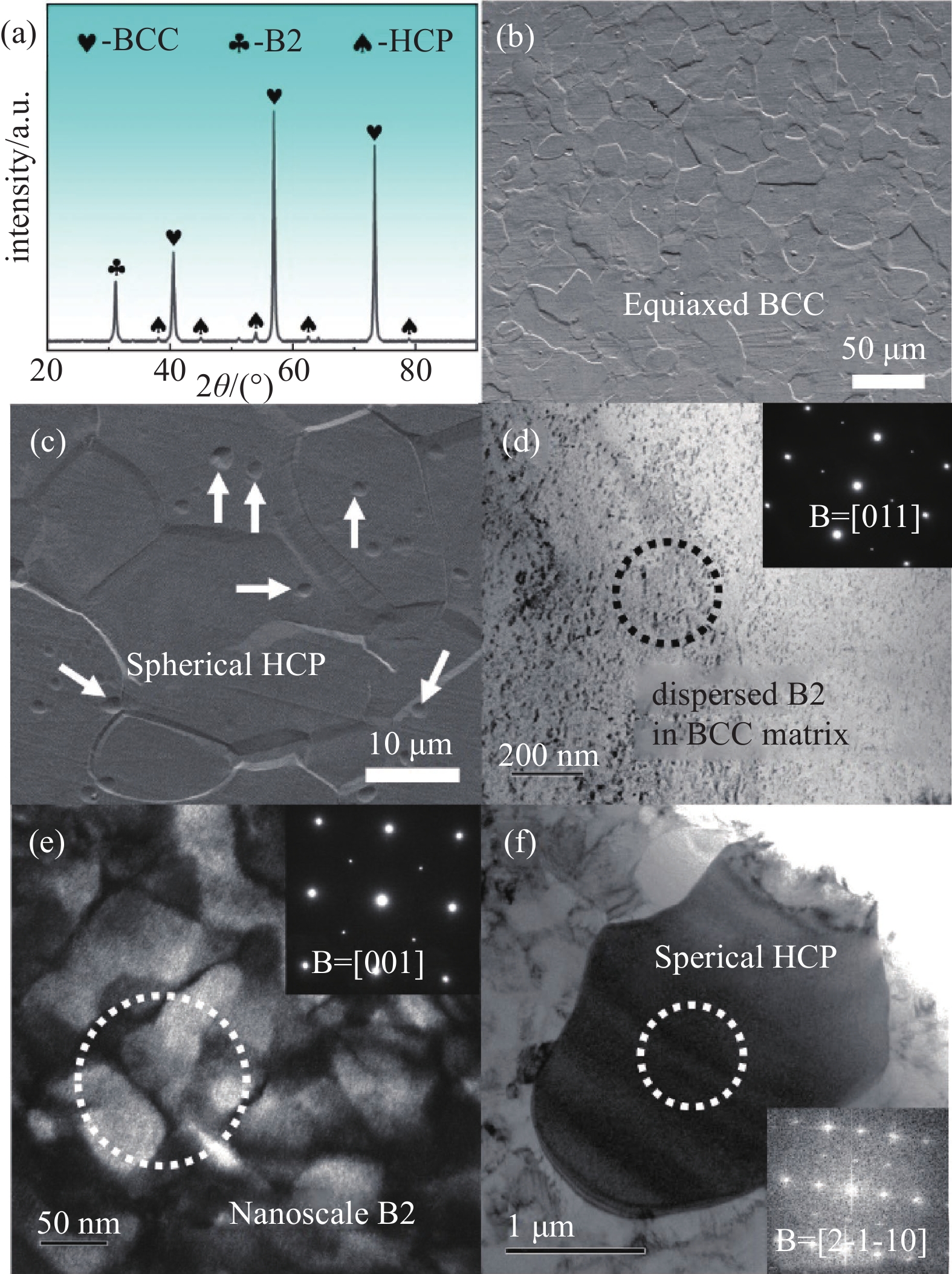
图 10 热加工后Ti61 V5合金的显微组织。(a)XRD结果,(b)低倍SEM形貌,(c)高倍SEM形貌,(d)BCC/B2相TEM形貌及衍射斑,(e)BCC/B2相暗场相及衍射斑,(f)HCP相TEM形貌及衍射斑
Figure 10. Microstructure of the Ti61 V5 alloy after hot deformation: (a) XRD results, (b) low-magnification SEM image, (c) high-magnification SEM image, (d) TEM morphology and selected area electron diffraction (SAED) pattern of the BCC/B2 phases, (e) dark-field TEM image and SAED pattern of the BCC/B2 phases, (f) TEM morphology and SAED pattern of the HCP phase
表 1 固溶后Ti61 V5合金的SEM-EDS点扫描结果
Table 1. SEM-EDS point analysis results of the Ti61 V5 alloy after solution treatment
Atom Weight % Ti Al Cr Nb V Point 1 61.5 15.9 9.9 7.8 4.9 Point 2 61.6 15.3 10.1 7.9 5.1  下载: 导出CSV
下载: 导出CSV
-
[1] Chen Y, Xie B, Liu B, et al. A focused review on engineering application of multi-principal element alloy[J]. Frontiers in Materials, 2021, 8: 816309 [2] Senkov O N, Miller J D, Miracle D B, et al. Accelerated exploration of multi-principal element alloys with solid solution phases[J]. Nature communications, 2015, 6(1): 6529 doi: 10.1038/ncomms7529 [3] Zhuang H, Yu Z, Li L, et al. Multi-principal element materials: Structure, property, and processing[J]. Journal of Applied Physics, 2024, 135(1): 010401 doi: 10.1063/5.0191748 [4] Senkov O N, Miracle D B, Chaput K J, et al. Development and exploration of refractory high entropy alloys—A review[J]. Journal of Materials Research, 2018, 33: 3092−3128 doi: 10.1557/jmr.2018.153 [5] Chen Y, Xu Z, Wang M, et al. A single-phase V0.5Nb0.5ZrTi refractory high-entropy alloy with outstanding tensile properties[J]. Materials Science and Engineering: A, 2020, 792: 139774 doi: 10.1016/j.msea.2020.139774 [6] Duan B, Yang Y, He S, et al. History and development of γ-TiAl alloys and the effect of alloying elements on their phase transformations[J]. Journal of Alloys and Compounds, 2022, 909: 164811 doi: 10.1016/j.jallcom.2022.164811 [7] Wu Y, Cai Y, Wang T, et al. A refractory Hf25Nb25Ti25Zr25 high-entropy alloy with excellent structural stability and tensile properties[J]. Materials Letters, 2014, 130: 277−280 doi: 10.1016/j.matlet.2014.05.134 [8] Li C, Huang L, Zhao M, et al. Hot workability of Ti-6Cr-5Mo-5V-4Al alloy[J]. Journal of Netshape Forming Engineering, 2022, 14(4): 20−27 [9] Long S, Xia Y, Wang P, et al. Constitutive modelling, dynamic globularization behavior and processing map for Ti-6Cr-5Mo-5V-4Al alloy during hot deformation[J]. Journal of Alloys and Compounds, 2019, 796: 65−76 doi: 10.1016/j.jallcom.2019.05.031 [10] Li C, Huang L, Zhao M, et al. Influence of hot deformation on dynamic recrystallization behavior of 300M steel: Rules and modeling[J]. Materials Science Engineering: A, 2020, 797: 139925 doi: 10.1016/j.msea.2020.139925 [11] Feng X, Zhang Z, He Y, et al. Synergistic enhancement of toughness properties of Ti45Zr40Al5Nb5V5 lightweight high-entropy alloy by hot rolling process[J]. Chinese Journal of Vacuum Science and Technology, 2024, 44(7): 564−569 [12] Liu Y, Zhang Z, He Y, et al. Effect of hot rolling temperature on microstructure and mechanical properties of Ti-Zr-V-Nb-Si alloy[J]. Chinese Journal of Vacuum Science and Technology, 2024, 44(10): 863−870 [13] Ren Y, Wu H, Liu B, et al. A novel L12-strengthened AlCoCuFeNi high-entropy alloy with both high hardness and good corrosion resistance[J]. Materials Letters, 2023, 331: 133339 doi: 10.1016/j.matlet.2022.133339 [14] Gao Q, Song K, Yan D, et al. Structure-property relations of lightweight Ti-Sc-Zr-Nb-V high-entropy alloys[J]. Journal of Alloys and Compounds, 2022, 915: 165295 doi: 10.1016/j.jallcom.2022.165295 [15] Umakoshi Y, Nakano T, Ogawa B, et al. Orientation dependence of fracture behavior of Ti3Al single crystals with D019 structure[J]. Scripta materialia, 1996, 34(7): 1161−1169 doi: 10.1016/1359-6462(95)00645-1 [16] Dear F, Kontis P, Gault B, et al. Mechanisms of Ti3Al precipitation in hcp α-Ti[J]. Acta Materialia, 2021, 212: 116811 doi: 10.1016/j.actamat.2021.116811 [17] Luan Q, Duan Q, Wang X, et al. Tensile properties and high temperature creep behavior of microalloyed Ti–Ti3Al–Nb alloys by directional solidification[J]. Materials Science Engineering: A, 2010, 527(16-17): 4484−4496 doi: 10.1016/j.msea.2010.03.096 [18] XIE B , GUO Y, XU B, et al. Processing map and recrystallization diagram for GH984G18 alloy[J]. Journal of Materials Engineering, 2016, 44(9): 16-23 [19] Zhou L, Liu Y, Chen W, et al. Thermal deformation behavior and processing map of Ti-4Al-5Mo-6Cr-5V-1Nb Alloy[J]. Chinese Journal of Rare Metals, 2022, 46(1): 27−35 [20] Li C, Huang L, Zhao M, et al. Hot deformation behavior and mechanism of a new metastable β titanium alloy Ti–6Cr–5Mo–5V–4Al in single phase region[J]. Materials Science and Engineering: A, 2021, 814: 141231 doi: 10.1016/j.msea.2021.141231 [21] Liu Q, Wang Z, Yang H, et al. Hot Deformation Behavior and Processing Maps of Ti-6554 Alloy for Aviation Key Structural Parts[J]. Metals, 2020, 10(6): 828 doi: 10.3390/met10060828 [22] Hall E O. The deformation and ageing of mild steel: III Discussion of results[J]. Proceedings of the Physical Society. Section B, 1951, 64(9): 747−753 doi: 10.1088/0370-1301/64/9/303 [23] Petch N J. The cleavage strength of polycrystals[J]. Journal of the Iron and Steel Institute, 1953, 174: 25−28 [24] Li T, Liu H, An D, et al. Achieving excellent fatigue crack growth resistance and tensile strength combination in multilayered TC4/TB8 structures[J]. Vacuum, 2024, 222: 113067 doi: 10.1016/j.vacuum.2024.113067 [25] Romero C, Yang F, Zhang S, et al. Effect of thermomechanical microstructural modification and resulting crystallographic texture on the crack initiation mechanism and fatigue behaviour of PM Ti–6Al–4V[J]. Materials Science and Engineering: A, 2020, 792: 139836 doi: 10.1016/j.msea.2020.139836 -
计量
- 文章访问数: 85
- HTML全文浏览数: 85
- PDF下载数: 0
- 施引文献: 0