
 首页
首页 登录
登录 注册
注册



-
高能同步辐射光源(HEPS)是我国“十三五”期间优先建设的、为国家的重大战略需求和前沿基础科学研究提供技术支撑平台的国家重大科技基础设施,也将是世界上亮度最高的第四代同步辐射光源之一[1-2]。HEPS加速器主要包括储存环、直线加速器、增强器和输运线等,磁铁系统共计包含
2400 余台各种类型磁铁;其中储存环合计1776 台,增强器合计436台。磁铁的准直安装是要将磁中心准直就位,而磁中心引出标定需要借助机械中心引出标定结果,二者关系紧密,磁铁机械中心标定精度直接影响磁中心的测量精度。磁铁机械中心标定是建立顶部准直基准点和极头几何中心的位置关系。准直系统参与光源磁铁的机械中心标定,但磁铁数量较大,虽然利用激光跟踪仪标定磁铁的方法已经成熟和标准化,但依靠已有二人配合进行的激光跟踪仪测量方法效率低、费人力,且标定精度难以提高。因此有必要开发一种高效率、智能化的磁铁机械中心标定方法,降低人力成本,提高测量效率和精度。本文介绍了一种基于三坐标测量机的磁铁机械中心自动标定方案,并对储存环六极铁的标定数据进行了分析,统计了磁铁三坐标机标定精度和极缝偏差,并将其与激光跟踪仪的标定方案进行了对比,验证了三坐标机标定磁铁方法的可行性。 -
高能同步辐射光源磁铁数量较大,种类繁多,对准直系统的标定效率提出了更高的要求。其中准直系统使用三坐标机参与标定的磁铁类型有储存环校正铁、3种规格的储存环六极铁(SF1/2、SD1/4、SD2/3)、3种规格的增强器四极铁(300L/400L/500L)、高能输运线四极铁(26Q/30Q),具体标定数量如表1所示。由于准直系统只有2台三坐标机,激光跟踪仪数量多,因此为了工程进度考虑,其他类型磁铁使用多台激光跟踪仪同步进行标定。
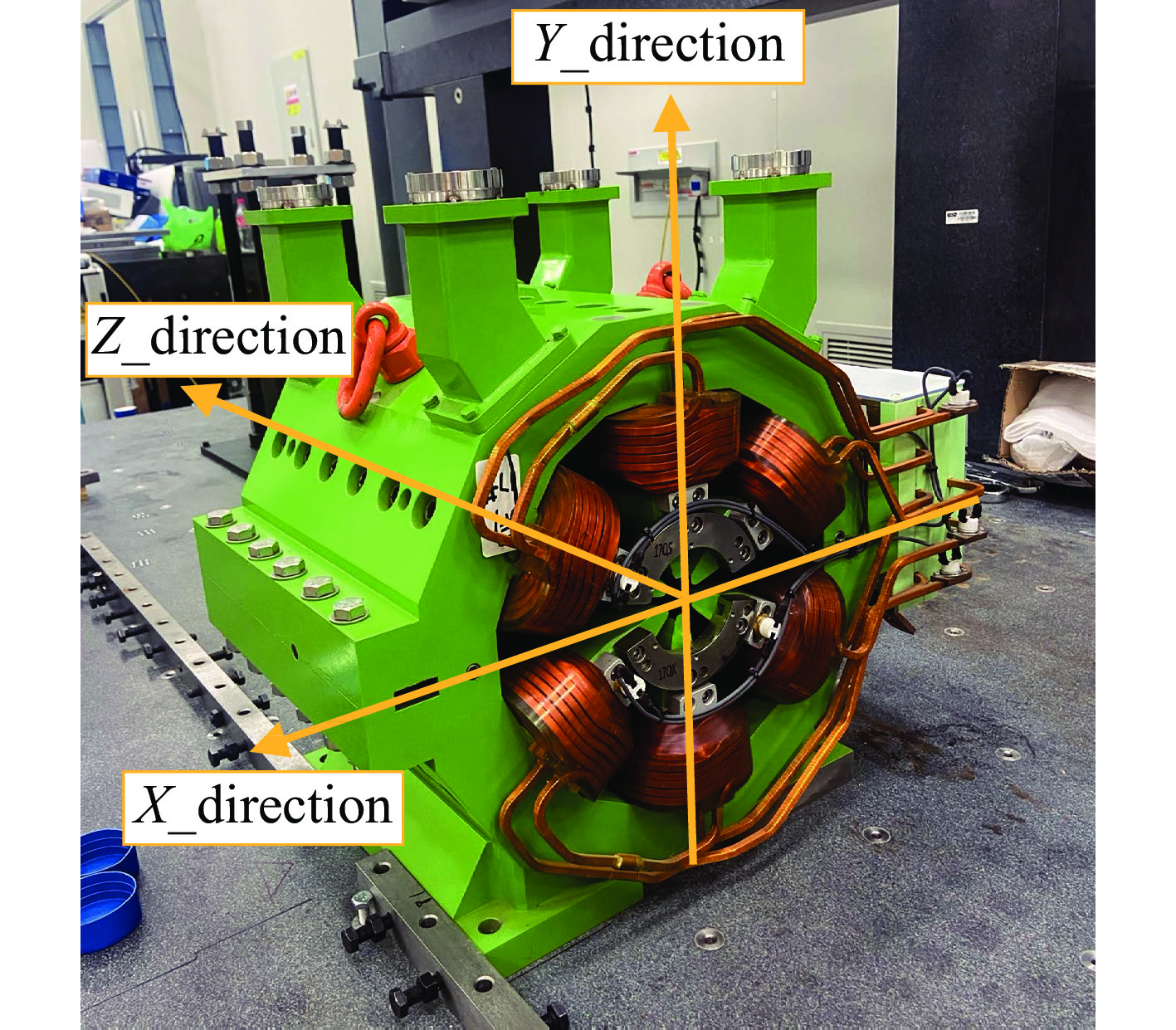
在HEPS磁铁安装准直方案中,磁铁准直总体误差为0.047 mm,包括磁铁预准直误差0.030 mm和隧道准直误差0.036 mm。预准直误差详情见表2,其中磁铁机械中心引出标定精度直接影响磁中心引出标定结果,进而影响预准直精度,因此对磁铁的机械中心引出标定精度也提出了更高的要求,在束流、横向和高程方向为0.1 mm。磁铁标定采用的是工作范围
1500 mm×3000 mm×1200 mm的大量程三坐标机(如图1所示),数据处理软件为PC-DMIS,可以导入磁铁模型,实现测量特征的采样点规划,指导三坐标机完成自动测量。设备不间断使用的情况下,为了保证标定精度,利用三坐标机自带的标准校验方法每周对测针进行一次校验。 -
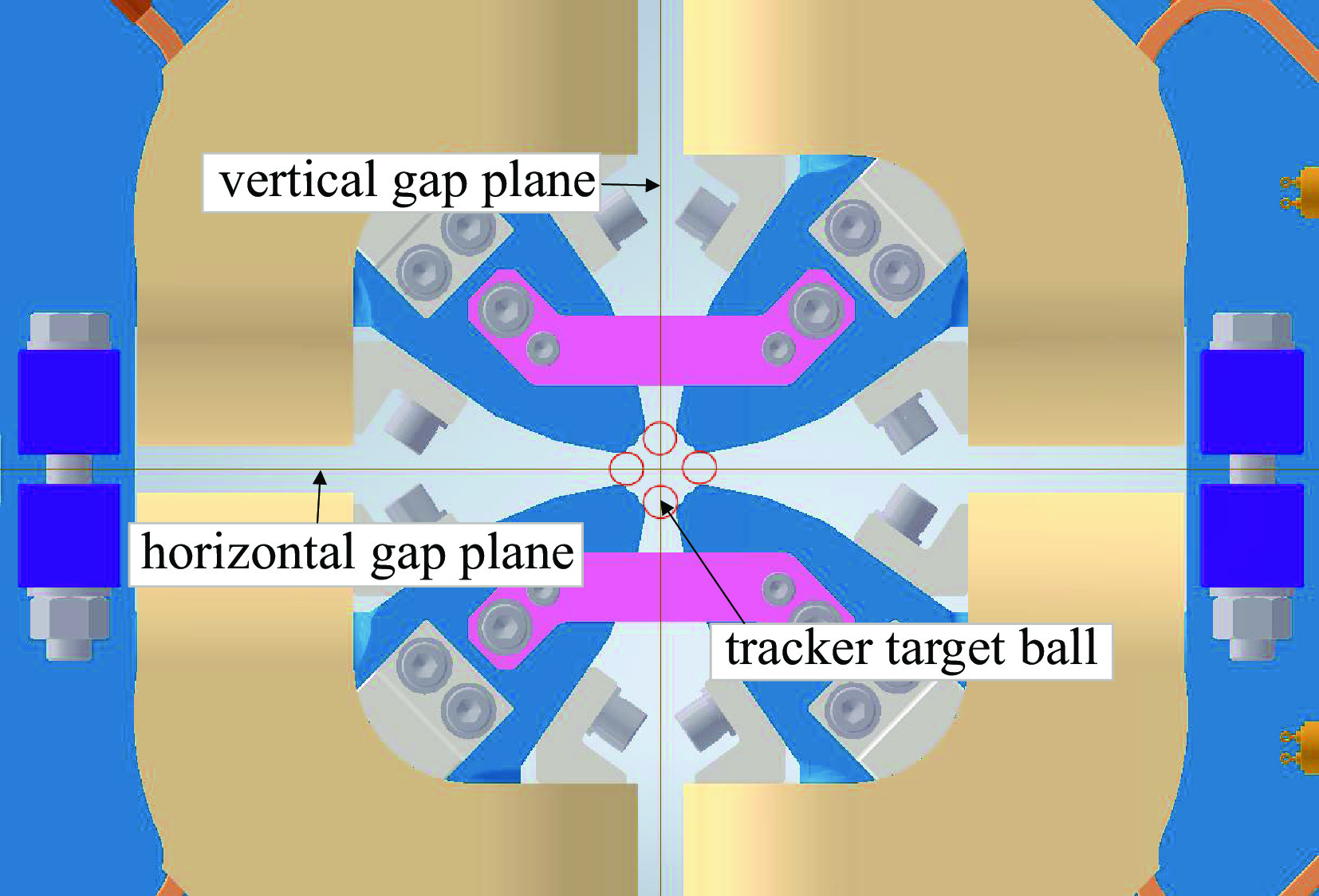
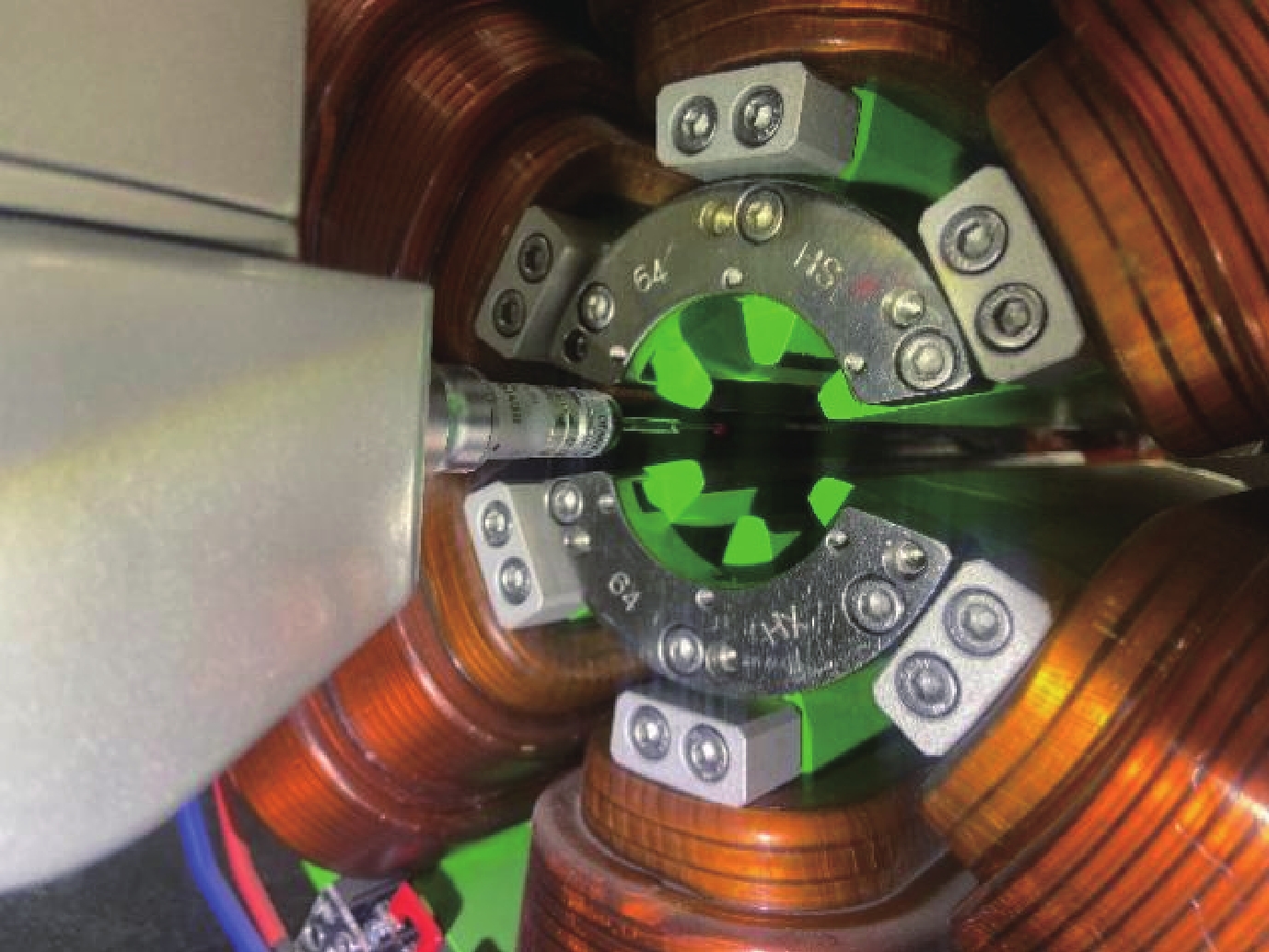
一般情况下,磁铁标定仪器采用激光跟踪仪,标定目标为在磁铁极头的中心位置建立空间直角坐标系,得到磁铁顶部4个基准点的坐标值[3]。以常见的四极磁铁为例,为了找到其纵向的中心轴线,需要将跟踪仪靶球紧贴相邻的2个极头,得到极缝上的测量点(如图2所示),每个极缝沿纵向测量4个点。此时激光跟踪仪需要反复调整仪器高度和模拟测量过程,以保证出光孔正对极头中心,从而使靶球在极缝纵向不同位置时光束不被遮挡,过程非常繁琐,耗时长。磁铁左右端基准面需要进行引出测量,以便确定极头中心的纵向位置。基准面引出测量需要借助引出基准件,使用时将放有靶球的引出基准件紧贴被测面[4];但由于每次引出基准件放置的位置不完全一致,且与被测面的接触范围较大,就会导致标定重复精度大大降低。
综上所述,激光跟踪仪进行磁铁标定时需要调整仪器的摆放位置,非常耗时;对于基准面引出测量的精度也不能保证;且单块磁铁的标定至少需要2名人员,增加了人力成本,标定效率难以得到提高。基于这种情况,提出了一种高精度、高效率、低人力的磁铁三坐标机械中心引出标定方法,使得磁铁得到快速批量标定成为可能。
-
三坐标机在完成开机初始化和测头校验后,将磁铁放置于大理石平台上,在三坐标机软件(PC-DMIS)中导入磁铁(CAD)模型,通过建立工件坐标系可以实现磁铁和模型的拟合[5-6]。在这个基础下,用鼠标在软件模型上规划的测量路线才能实际应用于真实工件上。这样就可以直接在模型上取点并设计测量路线,编写自动测量程序。程序运行完成后,获得的测量数据自动输出至一个文本文件中,用以查看检测结果是否符合要求。
-
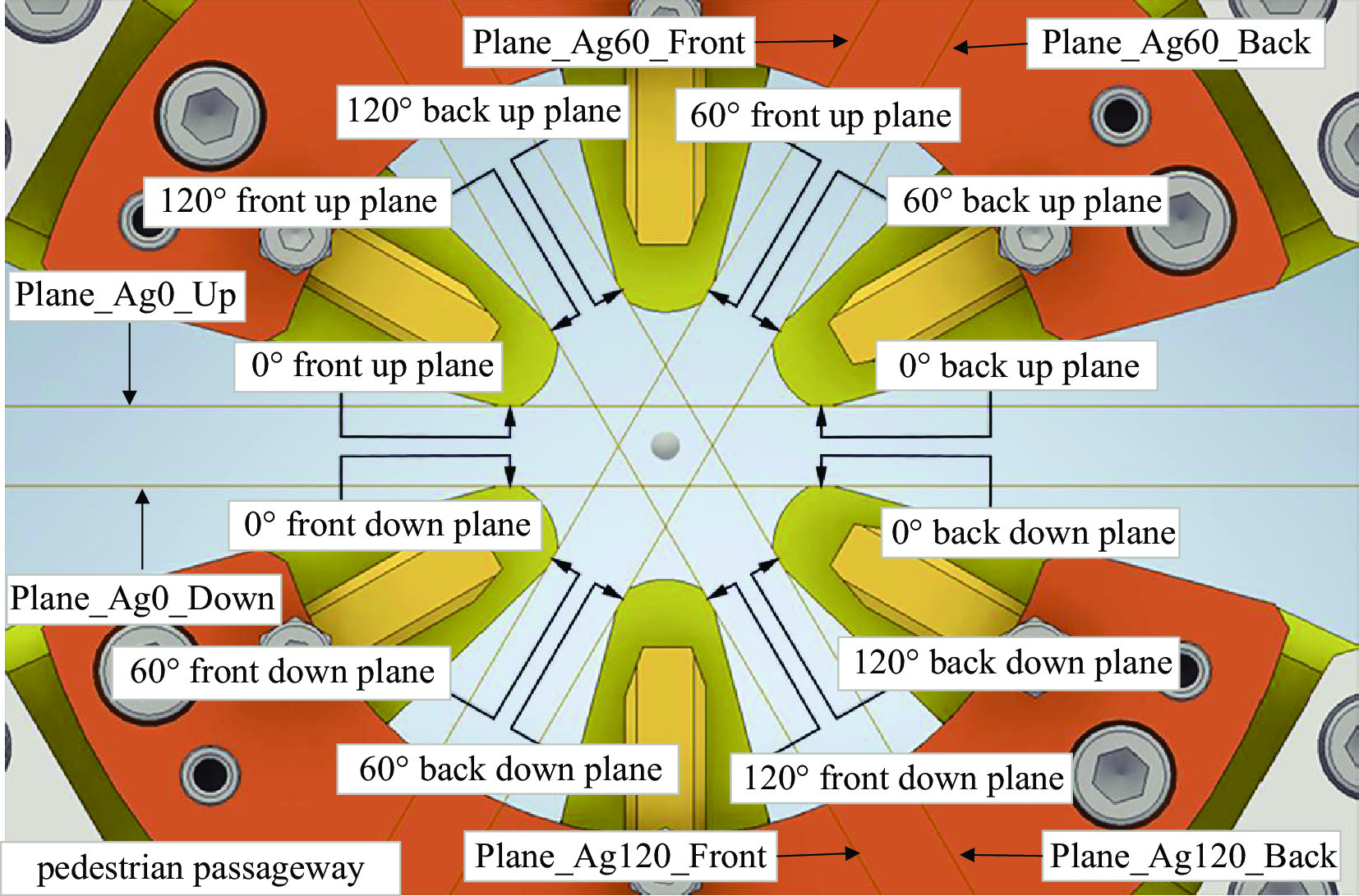
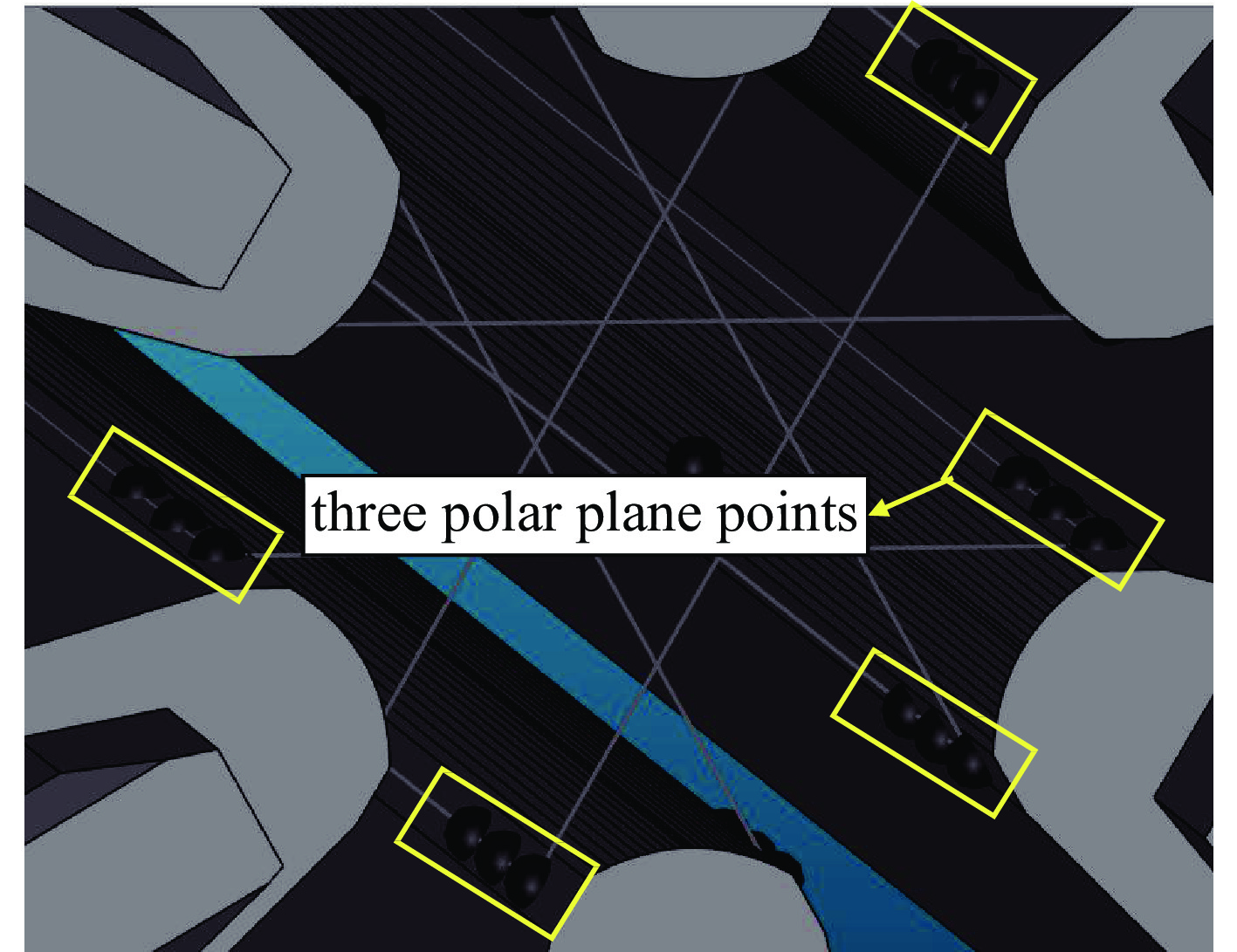
基于CAD模型的三坐标机磁铁自动测量方案的核心,主要在于安全路径的规划及特征的采样点提取[7-9]。激光跟踪仪的靶球紧贴两个极头进行测量,而三坐标机则是用测针直接在极面上取点。使用三坐标机标定磁铁,需要测量的特征有左右端面、极面和顶部4个基准球,最后利用线面相交的方法建立磁铁标定坐标系[10-11]。以HEPS储存环六极铁为例,一端有6个极缝,每个极缝都有上下2个极平面,左右两端共计24个极平面,如图3所示。借助模型在极平面上沿束流方向均匀取3个点,注意所取点尽量靠近极面的中间位置,假如点位偏离明显,则需要重新取点直至位置合适,最终得到多个极面点特征,如图4所示。通过模型取点可以直观确认点位置是否在极平面上,以及测针在测量该点时是沿着极平面的法线方向采点,有效减小了因手动取点时矢量方向不准确带来的余弦误差。最后利用面特征测量磁铁的左右端面,球特征测量顶部4个基准实心球。测量过程中要注意不同测量特征下测针角度的选择,避免三坐标机自动测量程序在运行过程中测针发生碰撞。使用三坐标机标定磁铁,自动测量过程中测针的触测速度、测量力和移动速度都是由软件控制的,比手动操作更平稳。因此,三坐标机自动测量精度要高于人工测量的精度,可以避免手动取点的位置和方向不准确带来的误差,测量完成后的点坐标值参与建立磁铁标定坐标系。
-
磁铁标定坐标系的过程,反映了其自身几何中心和顶面基准点的相对位置关系。通过三坐标机标定磁铁,得到被测特征实测点的坐标值。以储存环六极铁为例,标定坐标系的建立主要包括如下两部分:
(1)特征的构造。测量时左右两端的各个极平面上都分别有3个测量点,利用这些点拟合构造出极缝中面,即上下极平面的中分面。将0°前上极平面和0°后上极平面拟合构造成为0°上极平面;同理构造0°下极平面;取上下极平面的中分面得到0°水平极缝中面。同样的方法可以得到60°和120°斜极缝中面。以3个极缝中面两两相交构造得到3条交线。
(2)标定坐标系的建立。借助构造的特征如直线、点、平面等建立标定坐标系,由3个极缝中面两两相交得到的3条交线与左右端面分别有3个交点,3个交点可以拟合为一个点,左端拟合点命名为Point_Left_End,右端拟合点命名为Point_Right_End。点Point_Left_End和点Point_Right_End的中点为原点,连线为主轴Z轴,水平极缝面的法线为次轴Y轴,建立右手坐标系,如图5所示。
标定坐标系建立完成后,需要查看在此坐标系下基准点的坐标值,以及水平方向0°极平面上点的坐标值;将坐标系分别旋转60°或者120°,用以查看对应角度斜极平面上点的坐标值,进行标定精度检验,自动测量过程见图6。
-
以储存环六极铁为例,从仪器、测量原理、方法和数据处理的角度对激光跟踪仪和三坐标机磁铁机械中心标定方案进行对比。从仪器上,激光跟踪仪适用于测量大尺寸设备,其中莱卡AT960测量误差为15 μm;三坐标机在小范围内测量精度比激光跟踪仪高,目前使用的大量程三坐标机测量误差为3.5 μm,更适用于对标定精度有较高要求的磁铁。
从测量原理上,激光跟踪仪测量的是磁铁两极头间的极缝,三坐标机测量的是极头上精加工的平面,虽然测量特征不同,创建标定坐标系的过程不一致,但均实现了将极头机械中心引出到准直基准点。磁铁机械中心引出的过程也是借助极头实测数据建立标定坐标系的过程。跟踪仪极缝实测数据可以创建3个极缝中面,其两两相交得到3条交线,进而如图5所示创建标定坐标系。三坐标机极平面实测数据可以创建6个极平面,由相互对称的两两平面创建中分面同样得到3个极缝中面,如图7所示。
从测量方法上,激光跟踪仪借助靶球实现极缝的测量,操作过程中需要将靶球紧贴极头,对操作人员的手法、靶球贴靠的力度提出了更高的要求。极头曲面弧度和平滑度的加工难度较大,使得操作人员每次放置在极缝中靶球的位置和姿态不同,得到的极头几何中心的位置有较大差别。跟踪仪测量磁铁外基准面有时需要借助引出基准件,其中引出基准件是根据测量需求自行设计加工,主要分为基准柱和端面引出块两类。引出基准件紧贴磁铁基准面测量,但由于接触面积大,测量精度受基准面的加工精度影响就越大,进而降低标定重复性。三坐标机借助红宝石球对磁铁极平面和外基准面进行点接触测量,接触面积小,测量位置精准,且极平面的加工精度更高,当利用最小二乘法拟合创建极平面时,平面拟合的标准偏差小,如表3所示。
借助激光跟踪仪进行磁铁标定,需要2个人互相配合,其中一人操作电脑上的SA软件进行测量,另一人负责将靶球放置到磁铁测量点上,每块磁铁标定2遍,在仪器不需要转站测量的情况下标定完成一块磁铁约耗时1.5 h,当使用引出基准件测量外基准面时,两遍测量点位不同,极大可能会导致标定重复性超出限差,就需要进行第3遍测量,非常繁琐且耗时长,精度也不能保证。当使用三坐标机对磁铁进行标定时,前期编写好自动测量程序,后续就可以直接对放置在大理石台上的磁铁进行标定,只需要操作测量软件点击运行即可。单人即可进行磁铁标定工作,无需人手动采点测量,减小了人力成本。对一块磁铁完成两遍标定耗时约0.5 h。三坐标机相较激光跟踪仪,测量效率得到了提高。
从数据处理上,分别利用激光跟踪仪和三坐标机实测数据建立磁铁标定坐标系,查看每块磁铁在各自仪器下测量2遍的标定重复性。结果发现,激光跟踪仪的标定重复精度在30 μm,三坐标机的标定重复性在10 μm。
-
从磁铁的三坐标机标定方案可知,程序中测点坐标的提取依靠的是磁铁CAD模型,本质是一种高精度的取点方法。以往磁铁的标定借助激光跟踪仪,需要将靶球放置在各个极缝中,使靶球与极头直接接触测量;基准面的测量需要借助引出基准件,跟踪仪的标定精度受测量人的手法、力度以及引出基准件的加工精度影响。而三坐标机对被测磁铁的自动测量,使测量过程智能化,操作过程直观化,代替人工检测,提高了工作效率[12-13]。
准直安装前需要对磁铁进行标定,建立设备几何中心和外部准直基准点的位置关系,进而确定磁铁磁中心,从而保证在安装、准直时利用准直基准点把设备调整到目标位置[14]。目前使用三坐标机标定的磁铁共计400余块,其中六极铁的标定数量较多,且为高能光源储存环的重要部件之一,因此以储存环六极铁的测量数据为例,对三坐标机测量结果进行分析。
-
元件的标定误差将作为准直误差带入,成为其系统误差,并且在元件安装完成后无法重新测量,所以,元件的标定精度需要严格控制[15]。目前标定的储存环六极铁包括SF1/2型58块,SD1/4型59块,SD2/3型59块,每块磁铁使用相同的程序连续测量两遍,如果4个基准点两遍重复性在0.01 mm限差内,则认为标定合格,取两遍标定值的平均作为最终的标定结果。统计了共176块六极铁的标定重复性,如表4所示。结果表明,三坐标机标定磁铁机械中心重复性在0.01 mm以内,数据可靠性高。且每周开始标定前都会对三坐标机测针进行校验,查看校验结果是否满足要求,避免仪器出现大的偏差。
-
磁铁标定完成后,除了要查看两遍的标定重复性外,还需要对极面测量点的坐标值进行分析,判断准直标定结果是否满足设计要求。储存环六极铁为实心铁,极头间的位置关系、极平面的加工精度都很高,若三坐标机的测量没有出现大偏差,则在标定坐标系下水平极平面点的Y坐标值与高度设计值的偏差应该很小。即0°水平极平面点与XOZ面间的距离应接近极缝间距设计值的一半;当坐标系旋转60°至XOZ平面与60°斜极缝中面接近平行时,所有60°斜极平面点与XOZ面间的距离也应接近极缝间距设计值的1/2;120°斜极平面上的点同理。因此,通过在对应坐标系下极平面点的Y坐标值可以判断三坐标机的测量结果是否合理。分别统计了3种类型的六极铁极平面点在对应标定坐标系下与XOZ面间距离的Y坐标实测值与设计值的偏差,如表5所示。数据表明,3种类型的储存环六极铁极缝标准偏差均在0.015 mm之内,三坐标机自动测量无大误差,测量精度较高。
-
HEPS磁铁的种类繁多,数量之大,标定过程复杂精细,对准直测量工作提出了更高的要求。为了提高工作效率和测量精度,我们制定了一整套基于CAD模型的三坐标机自动测量方案,经过前期对标定方法的摸索和测量程序的改进,顺利完成了多个磁铁的机械中心标定。通过对176块储存环六极铁的测量数据进行分析,结果表明:每块磁铁进行两遍三坐标机机械中心标定,获得准直基准点的标定重复性在0.01 mm之内;极平面点高度实测值与设计值的标准偏差均在0.015 mm之内;相比较激光跟踪仪,三坐标机磁铁标定效率提高了2 倍。因此,借助三坐标机的磁铁机械中心标定方法,减少了人力干预,提高了测量效率,是一种有较高自动化程度的高精度测量系统,满足设备准直标定的要求。
高能光源磁铁的三坐标标定技术
Three-dimensional coordinate calibration technology for high energy photon source magnets
-
摘要: 针对高能同步辐射光源需要进行大批量磁铁的中心引出标定,提出了一种基于三坐标测量机的磁铁机械中心标定方案,确定了编写自动测量程序的流程和方法,参与完成了加速器中多种类型磁铁的标定。对176块储存环六极铁的三坐标机测量数据进行分析,结果表明:每块磁铁进行两遍机械中心标定,获得准直基准点的标定重复性在0.01 mm之内;极缝间距离的实测值与设计值标准偏差均在0.015 mm之内;标定效率相较激光跟踪仪提高了2倍。这种借助三坐标测量机的磁铁标定方法可以提高标定精度,降低人力成本,提高工作效率,能为加速器工程中磁铁中心的引出标定工作提供参考,保证加速器装置的安装顺利,满足加速器准直测量的工程进度要求。Abstract: Aiming at the High Energy Photon Source which needs to calibrate the center of a large number of magnets, a scheme of calibrating the center of magnetic machinery based on coordinate measuring machine (CMM) is proposed, the process and method of writing automatic measuring program are determined, and the calibration of various types of magnets in the accelerator is completed. The results show that the calibration repeatability of the reference point of collimation is within 0.01 mm by calibrating the mechanical center twice for each magnet. The standard deviation between the measured value and the design value is within 0.015 mm. The calibration efficiency is 2 times higher than that of the laser tracker. This method of magnet calibration with CMM can improve the calibration accuracy, reduce the labor cost, improve the work efficiency, provide reference for the magnet center extraction calibration in the accelerator work, ensure the smooth installation of the accelerator device, and meet the requirements of the accelerator alignment measurement project schedule.
-
Key words:
- coordinate measuring machine /
- mechanical center calibration /
- accelerator /
- alignment survey .
-

-
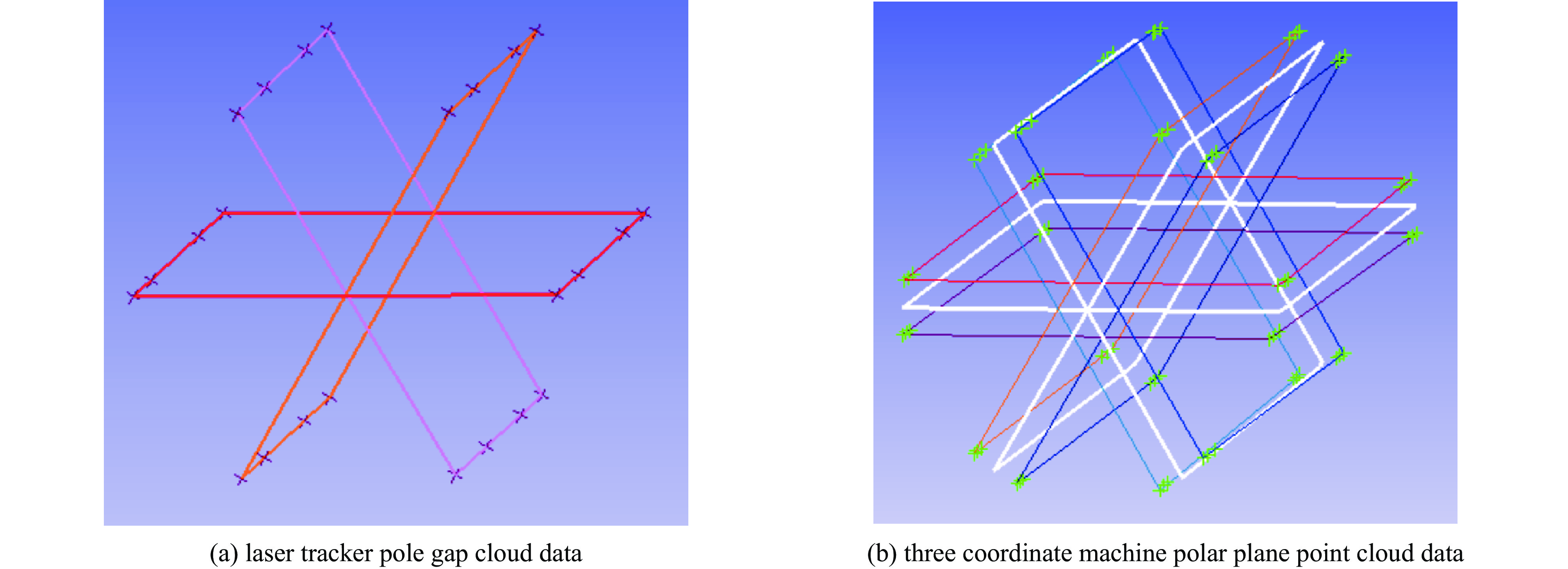
图 7 激光跟踪仪和三坐标机极头实测数据对比
Figure 7. Comparison of measured data between laser tracker and pole head of coordinate machine
表 1 三坐标机参与标定的磁铁数量统计
Table 1. Statistics of the number of magnets involved in calibration by the coordinate machine
type of magnet corrector magnet hexacode iron quadrupole iron transport line four grade iron quantity 195 176 30 43  下载: 导出CSV
下载: 导出CSV
表 2 HEPS磁铁预准直误差分析
Table 2. Analysis of precollimation error of HEPS magnet
mm magnetic center elicits
calibration errorpre-collimation
measurement errorpre-collimation
adjustment deviationmagnets lock the
momentumthe opening and closing
momentum of the magnetmagnets transport
momentum0.010 0.010 0.010 0.010 0.010 0.020
下载: 导出CSV
表 3 磁铁极头和外基准面的平面拟合标准偏差对比(储存环176块六极铁)
Table 3. Comparison of the standard deviation of the plane fit between the magnet head and the external datum plane
instrument standard deviation/mm pole seam middle/pole plane left and right plane top plane tracker 0.018 0.045 0.026 CMM 0.009 0.028 0.013
下载: 导出CSV
表 4 HEPS六极铁的标定重复性
Table 4. Calibration repeatability of HEPS sextupole
maximum positive deviation/mm minimum negative deviation/mm standard deviation/mm ΔX 0.009 −0.009 0.003 ΔY 0.009 −0.008 0.002 ΔZ 0.005 −0.005 0.001
下载: 导出CSV
表 5 HEPS环六极铁极缝偏差统计(176块铁)
Table 5. Pole seam deviation statistics of sextupole of HEPS sextupole
magnet type maximum positive deviation/mm minimum negative deviation/mm standard deviation/mm SF1/2 0.050 −0.045 0.012 SD1/4 0.047 −0.041 0.014 SD2/3 0.062 −0.082 0.014
下载: 导出CSV
-
[1] 任锦龙, 李世昌, 王闯, 等. 高能同步辐射光源项目综合施工技术[J]. 建筑技术, 2022, 53(7):812-817 doi: 10.3969/j.issn.1000-4726.2022.07.012 Ren Jinlong, Li Shichang, Wang Chuang, et al. General construction technique for high energy photon source project[J]. Architecture Technology, 2022, 53(7): 812-817 doi: 10.3969/j.issn.1000-4726.2022.07.012 [2] 焦毅, 潘卫民. 高能同步辐射光源[J]. 强激光与粒子束, 2022, 34:104002 doi: 10.11884/HPLPB202234.220080 Jiao Yi, Pan Weimin. High energy photon source[J]. High Power Laser and Particle Beams, 2022, 34: 104002 doi: 10.11884/HPLPB202234.220080 [3] 王小龙, 董岚, 李波, 等. BEPCⅡ储存环的预准直[J]. 核技术, 2010, 33(8):566-570 Wang Xiaolong, Dong Lan, Li Bo, et al. The pre-alignment of the BEPCⅡ storage rings[J]. Nuclear Techniques, 2010, 33(8): 566-570 [4] 王铜, 梁静, 董岚, 等. 粒子加速器设备标定中基准面引出研究[J]. 原子能科学技术, 2016, 50(8):1524-1527 doi: 10.7538/yzk.2016.50.08.1524 Wang Tong, Liang Jing, Dong Lan, et al. Research on layout of datum plane in equipment fiducialisation of particle accelerator[J]. Atomic Energy Science and Technology, 2016, 50(8): 1524-1527 doi: 10.7538/yzk.2016.50.08.1524 [5] 李海, 徐海卫. 基于3D数模的三坐标测量机曲面检测[J]. 中国测试技术, 2005, 31(4):24-26,40 Li Hai, Xu Haiwei. Inspecting surfaces by CMM based on 3D CAD model[J]. China Measurement Technology, 2005, 31(4): 24-26,40 [6] 周保珍, 平雪良, 龚玉玲, 等. 基于CAD模型的复杂曲面三坐标自动测量[J]. 机床与液压, 2008, 36(4):125-127 Zhou Baozhen, Ping Xueliang, Gong Yuling, et al. Auto-measurement of coordinate measuring machine based on CAD model[J]. Machine Tool & Hydraulics, 2008, 36(4): 125-127 [7] 吴志昊, 吕彦明. 航空叶片的三坐标自动测量技术[J]. 工具技术, 2017, 51(12):3-7 doi: 10.3969/j.issn.1000-7008.2017.12.001 Wu Zhihao, Lv Yanming. Automatic measuring technology of CMM for aviation blade[J]. Tool Engineering, 2017, 51(12): 3-7 doi: 10.3969/j.issn.1000-7008.2017.12.001 [8] 张虎, 张润, 于连栋. 基于CAD模型的三坐标测量机测量点分布规划[J]. 自动化与仪表, 2019, 34(2):1-4,10 doi: 10.3969/j.issn.1001-9944.2019.02.001 Zhang Hu, Zhang Run, Yu Liandong. Measurement point distribution planning of coordinate measuring machine based on CAD model[J]. Automation & Instrumentation, 2019, 34(2): 1-4,10 doi: 10.3969/j.issn.1001-9944.2019.02.001 [9] 卢耀晖, 周继伟, 张蔚, 等. 基于三坐标测量机的平面测量方法研究[J]. 金属加工(冷加工), 2012(1):64-66 LU Yaohui, Zhou Jiwei, Zhang Wei, et al. Research on plane measurement method based on CMM[J]. Metal Working, 2012(1): 64-66 [10] 张涛. 三坐标测量机建立坐标系方法及应用[J]. 湖南工业职业技术学院学报, 2023, 23(1):24-27 Zhang Tao. The methods and applications of establishing coordinate system with CMM[J]. Journal of Hunan Industry Polytechnic, 2023, 23(1): 24-27 [11] 李庆. 三坐标测量机坐标系的常用建立方法[J]. 装备制造技术, 2015(1):246-247,250 doi: 10.3969/j.issn.1672-545X.2015.01.091 Li Qing. The commonly used methods to establish three coordinate measuring machine coordinate system[J]. Equipment Manufacturing Technology, 2015(1): 246-247,250 doi: 10.3969/j.issn.1672-545X.2015.01.091 [12] 龚玉玲. 基于准CAD模型的CMM自动测量技术研究[D]. 无锡: 江南大学, 2008 Gong Yuling. Research on quasi-CAD model based CMM automatic measurement[D]. Wuxi: Jiangnan University, 2008 [13] 宋晨霞, 胡庆夕. 三坐标测量机在零件自动检测中的应用[J]. 现代机械, 2011(3):12-13,29 doi: 10.3969/j.issn.1002-6886.2011.03.004 Song Chenxia, Hu Qingxi. Application of CMM in auto measuring of parts[J]. Modern Machinery, 2011(3): 12-13,29 doi: 10.3969/j.issn.1002-6886.2011.03.004 [14] 梁静, 董岚, 王铜, 等. 激光跟踪仪在CSNS高频腔预准直中的应用[J]. 地理空间信息, 2017, 15(3):12-13,19 Liang Jing, Dong Lan, Wang Tong, et al. Application of laser tracker in the pre-alignment of RF cavity for CSNS[J]. Geospatial Information, 2017, 15(3): 12-13,19 [15] 何振强, 柯志勇, 董岚, 等. 中国散裂中子源DTL漂移管的预准直[J]. 核技术, 2017, 40(5):050201 doi: 10.11889/j.0253-3219.2017.hjs.40.050201 He Zhenqiang, Ke Zhiyong, Dong Lan, et al. Pre-alignment of DTL for China Spallation Neutron Source[J]. Nuclear Techniques, 2017, 40(5): 050201 doi: 10.11889/j.0253-3219.2017.hjs.40.050201 -

计量
- 文章访问数: 475
- HTML全文浏览数: 475
- PDF下载数: 3
- 施引文献: 0