
 首页
首页 登录
登录 注册
注册




-
在重离子同步加速器运行过程中需要维持超高真空,降低束流与残余气体的碰撞概率,从而提高束流寿命。西安200 MeV质子应用装置(XiPAF)重离子升级工程中,重离子同步环真空管道内要求达到超高真空度(10−10 Pa量级)。达到超高真空度的方法是提高真空泵抽速和降低不锈钢真空管道的比放气率。XiPAF重离子同步环不锈钢管道的比放气率要求不大于1.5×10−13 Pa·m3/(s·cm2) [1],为达到此要求,本文研究了降低不锈钢管道比放气率的方法。固体材料置于真空中时会因解溶和解吸而出气[2],出气速率即为比放气率,定义为在单位面积和单位时间内离开材料的净气体量,单位为Pa·m3/(s·cm2)。比放气率的大小主要决定于溶解于材料中气体的浓度,降低比放气率的措施是减少材料内部气体[3]。
中国科学院近代物理研究所实验测得316L不锈钢管道经过950℃真空炉烘烤和250℃加热套烘烤之后比放气率为2.2×10−14 Pa·m3/(s·cm2) [4]。中国兰州物理研究所实验测得316L不锈钢材料经过真空高温烘烤和300℃~400℃加热套烘烤之后比放气率不大于5×10−14 Pa·m3/(s·cm2) [4]。瑞士欧洲核子中心测得316L不锈钢管道经过950℃真空炉烘烤和300℃加热套烘烤之后比放气率为10−14 ~10−15 Pa·m3/(s·cm2) 数量级 [5]。
以上单位均采用了真空炉烘烤和加热套烘烤的方法降低316L不锈钢材料的比放气率。真空炉高温烘烤的作用是排除真空管道材料内部的气体,加热套烘烤的作用是排除真空管道表面气体。本文深入研究真空炉烘烤和加热带烘烤的工艺,测试真空炉两种烘烤温度(500℃和950℃)和加热带四种烘烤温度(150℃、200℃、250℃和300℃)对两种不锈钢材料(304和316L)管道的比放气率影响。
-
为降低真空管道比放气率,需要主要考虑三个关键问题:不锈钢材料的选取、真空炉烘烤方案和加热带烘烤方案。
不锈钢管道常用材料牌号为304和316L,使用这两种材料分别制作两根实验管道,四根实验管道尺寸均相同,测试对比四根管道的比放气率。
在大气环境下,气体可以快速附着在真空管道表面,短时间内不会进入材料内部,因此真空炉高温除气可以在加速器真空系统安装完成之前进行,即使短时暴露大气也不会影响材料内部气载;加热带烘烤除气必须在真空系统具备条件后进行,烘烤之后不能暴露在大气中。
真空炉烘烤可以排放材料内部气体,主要排除材料内部溶解的H2分子[6],不锈钢管道真空炉烘烤工艺的常用保温温度为500℃和950℃,需要使用两根相同材料的管道,分别用两种保温温度烘烤,测试对比两根管道的比放气率。然后在测试平台抽真空的过程中用加热带烘烤真空管道,有效去除管道表面吸附的H2O分子,通常烘烤保温温度取值范围是150~300℃,考虑烘烤功率的经济性和比放气率降低效果的功能性,分别进行150℃、200℃、250℃和300℃烘烤实验,得到一个烘烤温度的最优值。为了进行以上测量实验,使用相同材质的两根管道分别进行真空炉500℃和950℃烘烤,每根管道做四次加热带烘烤实验,烘烤温度依次设定为150℃、200℃、250℃和300℃,并测量每根实验管道最终的比放气率。
为了测量不锈钢实验管道的比放气率,设计并加工了一个测试平台,此测试平台可以测量不锈钢管道内表面的比放气率。实验管道与测试平台组成一个真空系统,通过真空计和设备内部小孔流导,可以准确计算在单位时间内从管道内表面释放出的气体量,从而得到比放气率。
-
测试平台使用小孔流导法[7-8]测量实验管道的比放气率,实验管道释放出的气体经由一个小孔进行泵抽, 当小孔两端的压强形成动态平衡之后,通过小孔的气体量即为实验管道的放气量[9-10],实验管道的比放气率q(单位Pa·m3/(s·cm2))为实验管道的放气量与其内表面积之间的比值:
其中Q=C·Δp为实验管道的放气量,单位Pa·m3/s;C和Δp分别为实验管道与真空室之间的流导(单位m3/s)和压强差(单位Pa);S为实验管道的内表面积,单位cm2。
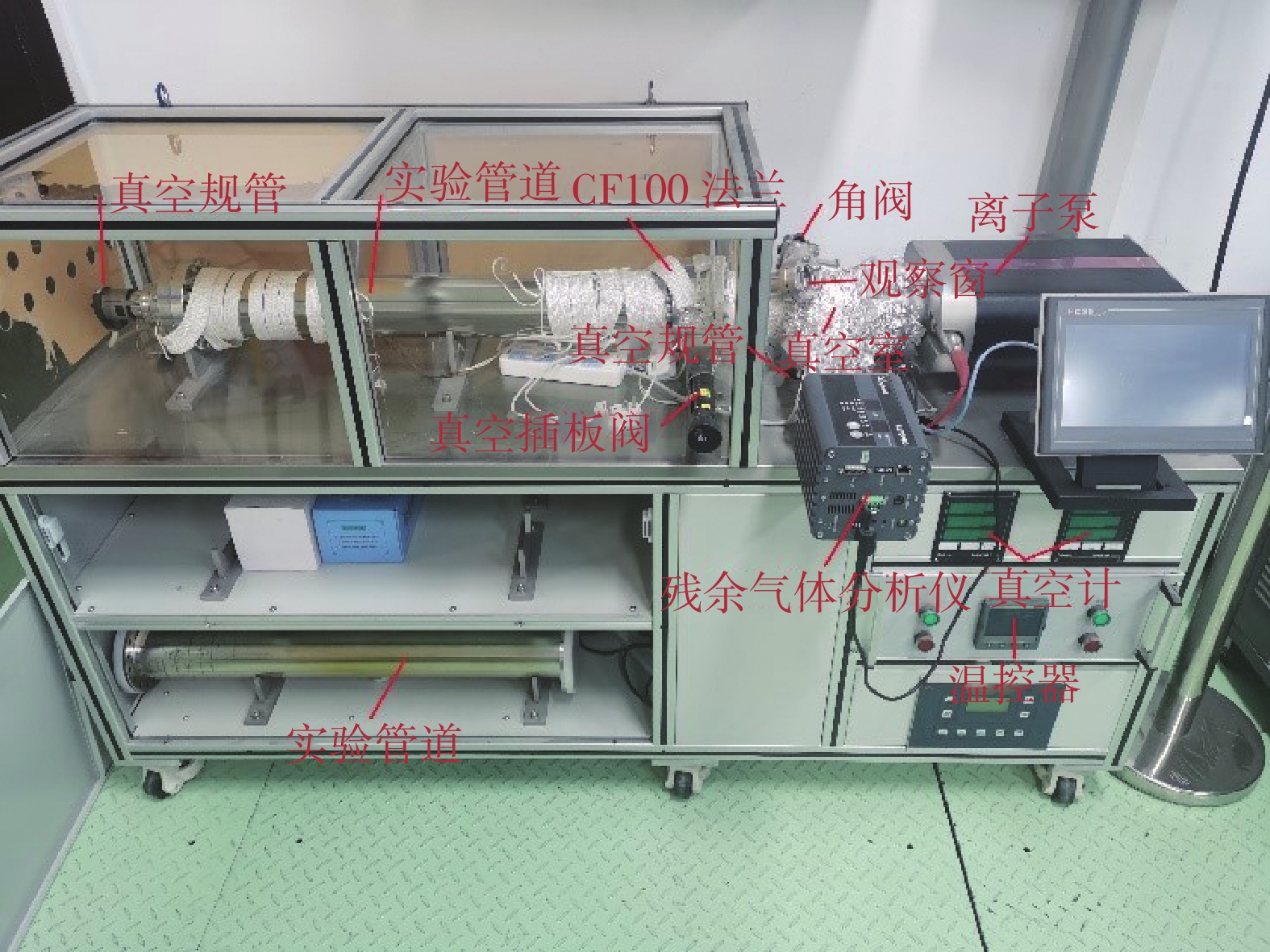
测试平台的机械非标结构主要包括实验管道、直线插板阀和真空室。为了测量实验管道与真空室之间的压差,在实验管道和真空室各安装一个真空规,真空室安装一个真空泵,可以将实验管道中的气体通过直线插板阀上的小孔抽走[11-12]。测试平台组成框图如图1所示。
实验管道的面积影响测量精度,在设计阶段实验管道的比放气率目标设定为不超过1.5×10−13 Pa·m3/(s·cm2),因此测量精度需小于此值。小孔的流导C是固定值,真空计的量程限制了Δp的最大值和最小值,根据式(1)可以计算实验管道的相应面积范围。同时考虑使用的真空炉均匀烘烤的长度范围小于1 m,真空室的法兰接口为CF100,最终确定实验管道长度为800 mm,相应的内直径为102 mm,总面积2562 cm2。 测试平台的测量精度设计值为9.1×10−17 Pa·m3/(s·cm2)。
直线插板阀的功能是改变实验管道与真空室之间的流导,通过调节直线驱动器,使内部滑块移动,以实现流导在两个状态之间的改变,包括25×54 mm长孔流导和直径5 mm小孔流导。长孔用于快速抽实验管道的真空,小孔用于测量比放气率。
真空室的内表面积越小,真空泵的需要抽速越小,同时可以减小测试平台整体的体积;但是真空室需要连接多个设备,包括离子泵、分子泵机组、极高真空计、观察窗和残余气体分析仪,这些要求真空室体积不能太小。在满足所有设备接口的情况下,初步得到真空室的内表面积,根据实验的极限真空度10−7 Pa,得到泵的抽速。泵的型号确定之后,泵的接口尺寸确定了真空室的主管道内径尺寸。综合以上计算以及工程实现等诸多因素,得到表1中的测试平台真空系统参数。
-
测试平台实物如图2所示,在图1的基础上,增加了触控屏和保护罩。触控屏可以设置和查看实验数据,自动储存实验时间、加热温度和真空计数据。在设备不运行时保护罩起到保护真空规管和直线插板阀的作用,同时考虑了设备外观的工业设计,保护罩的材料是亚克力,熔点是160℃,为了防止加热带的烘烤温度损坏亚克力板,在做实验的时需要拆除保护罩。
比放气率测试平台的部分固有参数用于计算实验管道的比放气率,参数数值见表2。根据小孔的孔径(5 mm)计算得到小孔流导C1,测量得到固有参数插板阀缝隙流导C2,直线插板阀的流导C= C1+ C2。实验管道面积为S。以上固有参数代入式(1)中计算实验管道的比放气率。
-
比放气率测量的目的是,对初始管道(新购置的加工完成之后未进行过热处理的不锈钢管道)进行测量以判断不同材料对比放气率的影响;对真空炉烘烤和加热带烘烤后的管道进行测量和比较分析,以确定满足比放气率要求的管道材质、真空炉烘烤温度和加热带烘烤温度的选择。
-
本实验加工了四根不锈钢实验管道,304和316L两种材质各加工两根。使用比放气率测试平台测试初始不锈钢管道的比放气率,测量结果见表3。
测量结果表明,比放气率数值与此实验批次的材料牌号之间无特定规律,两个304不锈钢管道的比放气率分别是最大和最小,因此无法根据此实验批次的初始管道材料的比放气率确定材料牌号选型。
-
四根管道在真空炉内高温烘烤除气,分两批烘烤,烘烤温度分别为500℃和950℃,如表4所示。
(a) 4号实验管道的比放气率测量
在表3中比放气率最低的初始管道是1号管道,但是需要综合考虑材料的机械性能和真空炉烘烤对比放气率的影响,选择更有可能达到研究目标的管道。4号管道使用316L材料,真空炉烘烤温度为950℃。在理论上316L材料机械性能比304材料好,有利于降低法兰刀口密封的漏率;真空炉烘烤温度越高,材料内部残余气体越少。实验初期预估比放气率最小的管道是4号管道,因此先对4号管道做了多次比放气率测试实验,确认实验管道比放气率可以不超过1.5×10−13 Pa·m3/(s·cm2)。实验条件是在离子泵启动之前加热带烘烤保温40小时,选用玻璃纤维加热带,单根功率为400 W。在真空室和实验管道的外表面均匀缠绕一层加热带。
参考中国科学院近代物理研究所和欧洲核子中心分别设置加热带烘烤温度为250℃和300℃,在4号管道实验了这两种烘烤温度。在同一管道上做了五次测试实验,每次实验结束后真空系统恢复大气压状态,使管道内壁吸附气体。前三次测试实验中加热带烘烤温度是250℃,最后两次测试实验是300℃。前两次测试实验过程中真空规管没有除气,因此在第三次测试实验中提前对真空规管进行了除气。
实验数据见表5,极限真空维持时间是达到极限真空之后的总的累计时间,真空计1和2分别为实验管道和真空室规管的真空度,烘烤温度为离子泵启动之前的加热带烘烤温度。最后两次测试中,在加热带烘烤温度为300℃情况下,极限真空维持5 h之后, 316L不锈钢管道的比放气率均小于1.5×10−13 Pa·m3/(s·cm2),满足设计需求。
(b) 四根实验管道的比放气率测量
由上可知,316L材料的4号不锈钢管道经过真空炉950℃烘烤(保温2 h)和加热带300℃烘烤(保温40 h)之后可以满足比放气率小于1.5×10−13 Pa·m3/(s·cm2)的指标要求。考虑到另外三根管道材料成本低或者烘烤温度低,可能具有性价比优势,因此进行了其余三根实验管道的比放气率测试实验,以确定最优的材料选型和烘烤方案。
实验环境温度对材料的比放气率有影响,例如在表5中测试4和测试5的第1 h实验条件中仅有管道外部环境温度不同,温度相差18℃,导致测试5中比放气率增大到2.2倍。假设温度与比放气率呈线性关系,比放气率实验误差控制在60%以内,需要每次实验维持极限真空的第24 h环境温度在20℃~27℃范围内。当离子泵稳定运行在6 KV和真空计1的数值变化小于1×10−2 Pa/min时开始计时,1 h之后加热带烘烤温度的余温不能降至室温,因此第1 h的比放气率仅作参考。实验数据见表6。
上表中加热带烘烤温度250℃(2~4号管道)和300℃(1~4号管道)均达到了预期指标(≤1.5×10−13 Pa·m3/(s·cm2)),可以得到结论为:(1)同一根管道加热带烘烤温度越高比放气率越低;(2)加热带烘烤温度达到300℃时四根管道的比放气率均能达到设计指标;(3)同一批相同材料的管道在真空炉内烘烤温度越高,材料的比放气率越低。
四根管道的最终比放气率与加热带烘烤温度的关系如图3所示。
图3中的比放气率是管道抽真空24 h之后的比放气率,此时环境温度均在20℃~27℃内,真空系统也较稳定。真空炉烘烤温度500℃、304材料的管道的200℃测量结果1.93×10−13 Pa·m3/(s·cm2)比250℃实验结果略小,分析原因是环境温度的变化引起,加热带200℃实验的环境温度是23℃,加热带250℃实验的环境温度是27℃(温度最高的一个点),从使用经验可以判断环境温度越高材料释气速度越快。所以排除304 500℃管道的加热带250℃这个点之后,可以看出管道的比放气率随着加热带烘烤温度的升高逐渐降低,为了得到更好的真空度,在真空系统运行的时候尽量选用300℃加热带烘烤温度(保温40 h)。
四根管道在加热带相同烘烤温度的条件下比放气率测量数据如图4所示。
加热带烘烤温度300℃为最佳,所以选用此加热带温度的实验数据,对比真空炉不同烘烤温度的比放气率。图4中304和316L材料的实验管道均是真空炉烘烤温度为950℃的比放气率更低,因此可以判断真空炉烘烤温度越高,真空管道的比放气率越低,为了得到更好的真空度,超高真空系统的管道热处理工艺尽量选用真空炉内950℃烘烤(根据管道壁厚确定保温时间1 h/mm)。
本批次实验管道中,304材质、真空炉烘烤950℃和加热带烘烤300℃的不锈钢管道的比放气率最低,达到2.75×10−15 Pa·m3/(s·cm2)。
-
为了研究降低不锈钢管道比放气率的方案,本文定制了四根相同尺寸的不锈钢实验管道,304和316L两种材料各加工两根管道,相同材质的两根管道分别进行真空炉500℃和950℃烘烤,每根管道做四次加热带烘烤实验,烘烤温度依次设定为150℃、200℃、250℃和300℃,测量每次实验的比放气率。并且测量真空系统中残余气体种类,作为真空泵选型的依据。
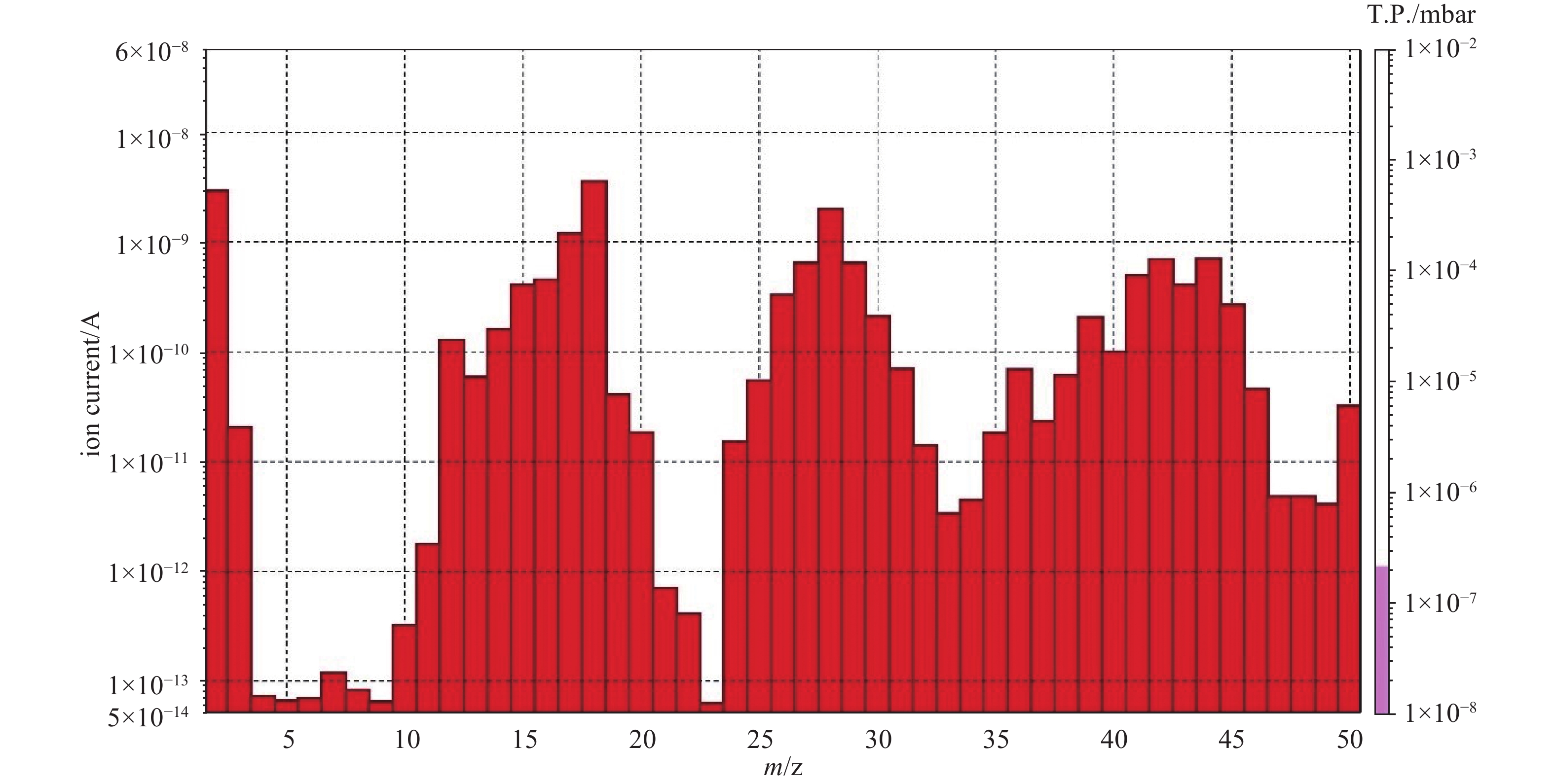
测量表明,304和316L不锈钢经过真空炉高温烘烤和加热带300℃烘烤之后,均能满足设计指标不超过1.5×10−13 Pa·m3/(s·cm2)的要求;同一管道,加热带烘烤温度越高,比放气率越低; 同一管道,真空炉烘烤温度越高,比放气率越低;本批次实验管道中,304材质、真空炉烘烤950℃(保温2 h)和加热带烘烤300℃(保温40 h)的不锈钢管道的比放气率最低,达到2.75×10−15 Pa·m3/(s·cm2)。 在2×10−7 Pa真空系统内,主要残余气体依次为H2、H2O和CO/N2,维持极高真空度的主泵可以选用离子泵或钛升华泵等。
感谢上海三井光中真空设备股份有限公司为本文实验提供的实验管道。
不锈钢管道的比放气率研究
Research on the Outgassing Rate of Stainless Steel Pipes
-
摘要: 不锈钢管道的比放气率是超高真空系统设计的关键参数,降低比放气率是提高真空度的有效方法之一。在西安200 MeV质子应用装置(XiPAF)的重离子升级工程中,重离子同步环真空管道内要求达到超高真空度(10−10 Pa量级),要求不锈钢管道的比放气率不超过1.5×10−13 Pa·m3/(s·cm2)。文章通过研究降低不锈钢管道比放气率的方法,得到一套不锈钢管道处理方案,使得不锈钢管道的比放气率不大于此数值。降低比放气率的方案包括三个关键问题,即不锈钢材料的选取、真空炉高温烘烤方案选择和加热带烘烤方案选择。论文设计了实验方案,定制加工了四根相同尺寸的不锈钢实验管道,304和316L两种材料各两根,四根管道分为两组分别进行真空炉500℃和950℃烘烤,每根管道做四次加热带烘烤实验,烘烤温度依次设定为150℃、200℃、250℃和300℃,并测量每根管道最终的比放气率。为测量不锈钢实验管道的比放气率,搭建了一套比放气率测试平台。测量结果表明,加工厂家提供的304和316L两种不锈钢材料的初始管道比放气率的大小与材料种类无特定规律;实验中真空炉或者加热带的烘烤均能使比放气率降低1~2个数量级;管道依次进行真空炉950℃烘烤和加热带300℃烘烤之后,比放气率可以达到5×10−14 Pa·m3/(s·cm2)以下,满足XiPAF重离子升级工程要求。Abstract: Outgassing rate of the stainless steel pipe is a key parameter for the design of the ultra-high vacuum system, and reducing the outgassing rate is one of the efficient ways to raise the vacuum level. An ultra-high vacuum level (~10−10 Pa) inside the vacuum pipes of the synchrotron ring is required for the heavy-ion upgrade project of the Xi'an 200 MeV proton application facility (XiPAF). It is further demanded that the outgassing rates of stainless steel pipes must not exceed 1.5×10−13 Pa·m3/(s·cm2). To guarantee that the outgassing rate of the stainless steel pipe is not higher than this value, the method to lower the rate is researched and a treatment proposal is presented in this paper. Three major concerns are involved in the proposal to lower the outgassing rate: the selection of stainless steel material, the choice of high-temperature vacuum furnace baking scheme, and the choice of heating band baking scheme. An experimental process is designed. Four stainless steel pipes are customized with the same size, with two pipes made of 304 and another two 316L. The four pipes are divided into two groups, and each group is baked inside a vacuum furnace at 500℃ and 950℃, respectively. Four heating-band baking tests are conducted for each pipe with the temperatures progressively set at 150℃, 200℃, 250℃, and 300℃. Ultimately, the final outgassing rate of each pipe is measured. A dedicated platform is constructed to measure the outgassing rates of the stainless steel experimental pipes. The measurement results indicate that, for the two types of stainless steel material—304 and 316L—there is no particular pattern regarding the relationship between the type of material with the initial outgassing rate of the pipes provided by the processing manufacturer. The outgassing rate can be reduced by one or two orders of magnitude after baking in a vacuum furnace or with heating bands. After undergoing successive baking at 950℃ in the vacuum furnace and 300℃ with heating bands, the outgassing rate can reach below 5×10−14 Pa·m3/(s·cm2), satisfying the requirement of the XiPAF heavy-ion upgrade project.
-
Key words:
- Outgassing rate /
- Ultra-high vacuum system /
- Stainless steel pipe /
- Baking temperature .
-

-

图 1 比放气率测试平台组成框图(1.真空规管;2.实验管道;3. CF100法兰;4.观察窗;5.角阀;6-7.分子泵机组; 8.离子泵(100 L/S);9.真空规管;10.残余气体分析仪;11.真空室;12.直线插板阀)
Figure 1. Sketch of the outgassing rate test platform (1.Vacuum gauge head; 2.Test pipe; 3.Flange CF100; 4. Inspection window; 5.Angle valve; 6-7. Molecular pump unit; 8. Ion pump; 9. Vacuum gauge head; 10. Residual gas analyzer; 11. Vacuum chamber; 12. Straight gate valve)
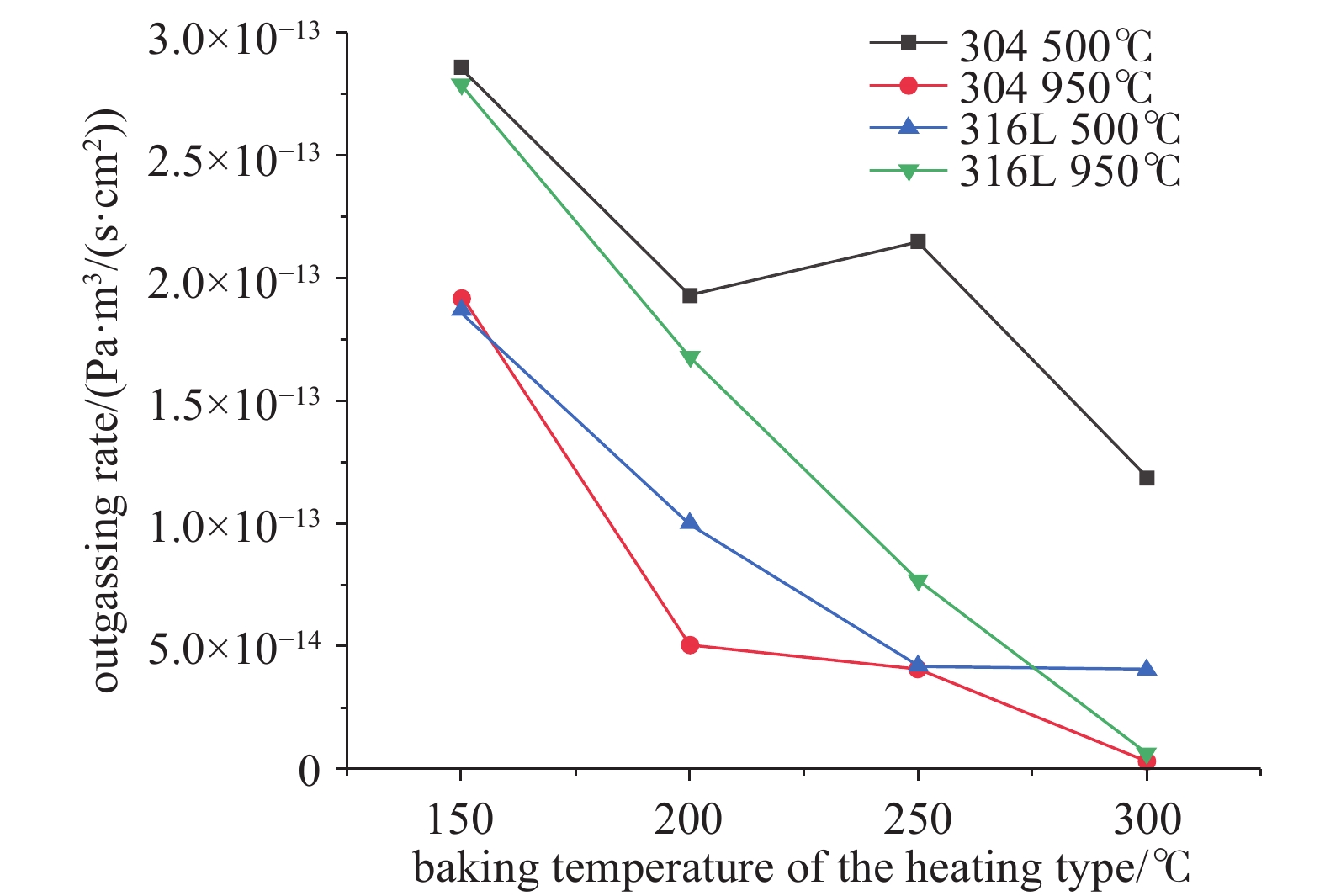
图 3 比放气率与加热带烘烤温度的关系
Figure 3. Relationship between the outgassing rate and the baking temperature of the heating type
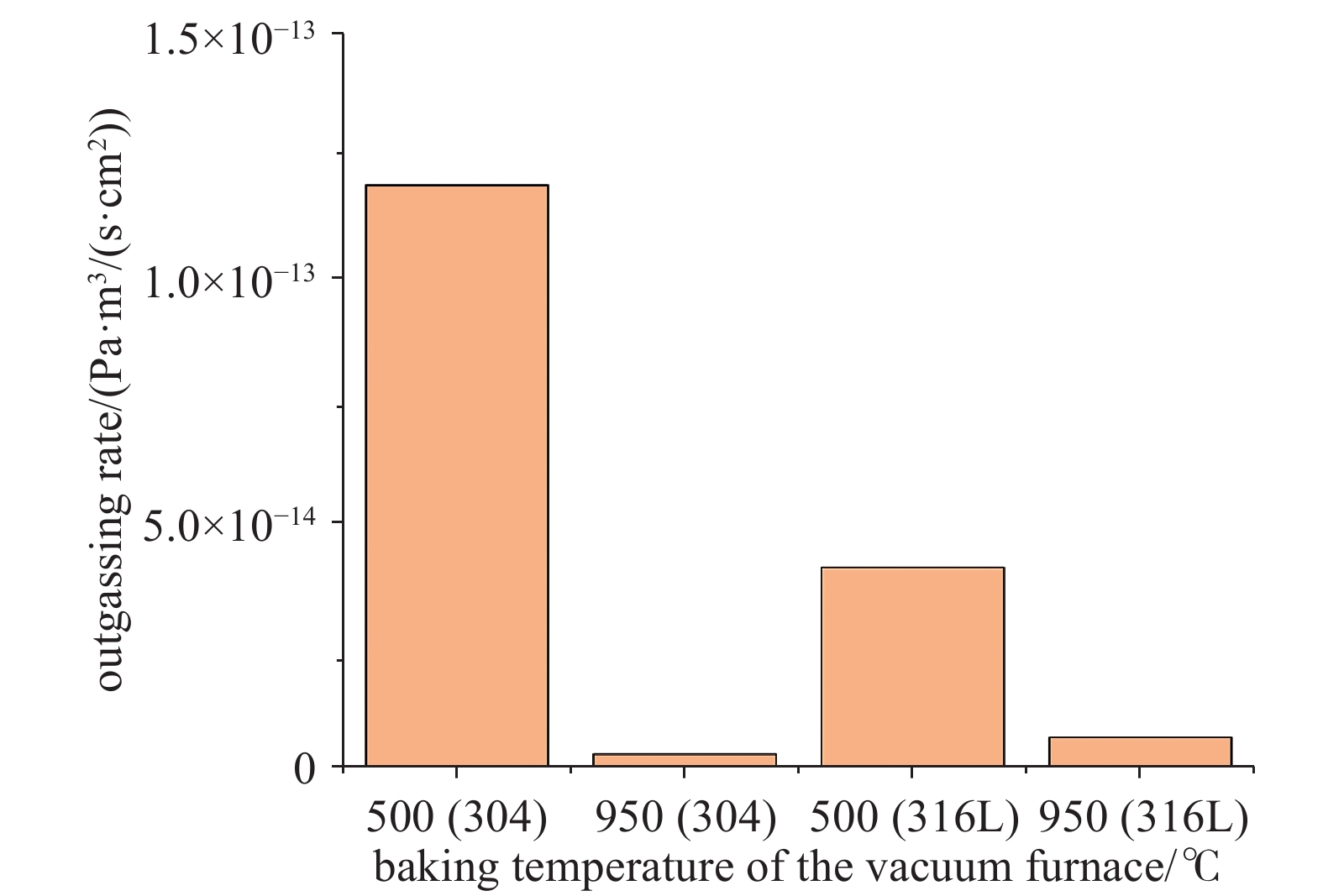
图 4 真空炉不同烘烤温度的比放气率
Figure 4. Outgassing rate for different baking temperature of the vacuum furnace
表 1 测试平台真空系统参数
Table 1. Vacuum system parameter of the test platform
项目 真空室 实验管道 单位 管道直径 10 10 cm 管道长度 28 80 cm 总面积* 1000 2512 cm2 比放气率 7.5×10−11 1.5×10−13 Pa·m3/(s·cm2) 气载 7.39×10−8 3.77×10−10 Pa·m3/s 离子泵抽速 30(名义抽速100) L/s 真空度 2.5×10−6 Pa 小孔流导 2.28 L/s *此面积包括其它元器件接口管道面积。  下载: 导出CSV
下载: 导出CSV
表 2 比放气率测试平台固有参数
Table 2. Inherent platform parameter
项目 数值 单位 小孔流导C1 2.28 L/s 插板阀缝隙流导C2 0.2 L/s 实验管道面积S 2792 cm2
下载: 导出CSV
表 3 初始管道比放气率测量数据
Table 3. Measured outgassing rate for the initial pipe
编号 材料 比放气率(Pa·m3/(s·cm2)) 1 304 9.08E-13 2 304 8.99E-12 3 316 1.27E-12 4 316 1.18E-12
下载: 导出CSV
表 4 真空炉烘烤温度
Table 4. Baking temperature of the vacuum oven
实验管道编号 管道材料 真空炉温度/℃ 1 304 500 2 304 950 3 316L 500 4 316L 950
下载: 导出CSV
表 5 4号实验管道的比放气率测试数据
Table 5. Test data of outgassing rate of experimental pipe No. 4
项目 极限真空维持时间 真空计1 Pa 真空计2 Pa 比放气率/
(Pa·m3/(s·cm2))烘烤温度/℃ 管道外壁温度/℃ 备注 测试1 1 h 3.82×10−6 2.09×10−6 1.41×10−12 250 / 真空计未除气 5 h 8.43×10−7 4.20×10−7 3.45×10−13 / 测试2 1 h 2.21×10−6 1.06×10−6 9.39×10−13 47 5 h 5.26×10−7 3.26×10−7 1.63×10−13 24 测试3 1 h 9.35×10−7 5.03×10−7 3.53×10−13 25 加热带烘烤完成
之后真空计除气5 h 4.70×10−7 2.66×10−7 1.67×10−13 24 测试4 1 h 4.12×10−7 2.22×10−7 1.55×10−13 300 20 5 h 1.41×10−7 1.13×10−7 2.29×10−14 22 测试5 1 h 8.60×10−7 4.70×10−7 3.46×10−13 38 5 h 2.47×10−7 2.19×10−7 2.49×10−14 22
下载: 导出CSV
表 6 四根实验管道的比放气率测试数据
Table 6. Test data of outgassing rate of four experimental pipes
烘烤温度
℃极限真空维持时间 1号(304 500℃) 2号(304 950℃) 3号(316L 500℃) 4号(316L 950℃) 比放气率/
(Pa·m3/(s·cm2))温度/
℃比放气率/
(Pa·m3/(s·cm2))温度/
℃比放气率
/(Pa·m3/(s·cm2))温度/
℃比放气率
/(Pa·m3/(s·cm2))温度/
℃150 1 h 2.88×10−12 43 1.82×10−11 86 4.84×10−12 58 1.56×10−12 30 5 h 3.51×10−13 24 4.27×10−13 28 3.85×10−13 28 9.49×10−13 28 10 h 2.77×10−13 21 3.15×10−13 25 2.53×10−13 24 1.08×10−12 23 24 h 2.86×10−13 23 1.92×10−13 23 1.87×10−13 23 2.79×10−13 22 200 1 h 2.69×10−12 63 8.35×10−13 66 8.53×10−13 59 2.34×10−12 51 5 h 2.72×10−13 25 9.30×10−14 29 1.32×10−13 26 2.99×10−13 25 10 h 2.16×10−13 23 6.00×10−14 29 1.10×10−13 24 2.75×10−13 22 24 h 1.93×10−13 23 5.05×10−14 23 9.99×10−14 25 1.68×10−13 22 250 1 h 2.12×10−12 60 1.14×10−12 76 1.43×10−12 74 3.53×10−13 25 5 h 2.89×10−13 30 1.03×10−13 34 6.64×10−14 30 1.67×10−13 24 10 h 2.42×10−13 28 6.13×10−14 26 4.59×10−14 30 1.13×10−13 22 24 h 2.15×10−13 27 4.10×10−14 22 4.21×10−14 23 7.68×10−14 21 300 1 h 9.42×10−12 108 3.02×10−13 57 2.07×10−12 81 1.55×10−13 20 5 h 1.97×10−13 30 4.26×10−15 27 6.25×10−14 28 2.29×10−14 22 10 h 1.45×10−13 27 2.84×10−15 24 4.37×10−14 22 6.53×10−15 20 24 h 1.19×10−13 26 2.75×10−15 24 4.09×10−14 21 6.15×10−15 20
下载: 导出CSV
-
[1] 范永山, 杜畅通, 张化一, 等. XiPAF重离子同步加速器超高真空系统的设计[J]. 工程科学与技术, 2023 (in Chinese) Fan Y S, Du C T, Zhang H Y, et al. Design of an ultra-high vacuum system for the XiPAF heavy-ion synchrotron[J]. Advanced Engineering Sciences, 2023 [2] 罗艳, 王魁波, 吴晓斌, 等. 高精度真空材料放气测试研究[J]. 真空科学与技术学报,2016,36(3):251−257 (in Chinese) Luo Y, Wang K B, Wu X B, et al. High-precision measurement of outgassing rates of materials for use in extremely high vacuum[J]. Chinese Journal of Vacuum Science and Technology,2016,36(3):251−257 [3] 张军辉, 杨晓天, 蒙峻, 等. 真空炉高温除气工艺对降低不锈钢出气率的作用[J]. 真空与低温,2003,9(2):105−108 (in Chinese) doi: 10.3969/j.issn.1006-7086.2003.02.009 Zhang J H, Yang X T, Meng J, et al. The effect of the vacuum furnace degassing for reducing the stainless steel out-gassing rate[J]. Vacuum & Cryogenics,2003,9(2):105−108 doi: 10.3969/j.issn.1006-7086.2003.02.009 [4] 张涤新, 曾祥坡, 冯焱, 等. 材料放气率测量方法评述[J]. 真空,2010,47(6):1−5 (in Chinese) Zhang D X, Zeng X P, Feng Y, et al. Review of measuring methods of outgassing rate[J]. Vacuum,2010,47(6):1−5 [5] Mahner E. The vacuum system of the low energy ion ring at CERN: Requirements, design, and challenges[J]. Vacuum,2007,81(6):727−730 doi: 10.1016/j.vacuum.2005.11.054 [6] 万亚鹏, 蒙峻, 罗成, 等. HIAF薄壁二级铁真空室在线烘烤方案研究[J]. 真空科学与技术学报,2017,37(10):957−962 (in Chinese) Wan Y P, Meng J, Luo C, et al. In-situ bake-out scheme for thin-walled dipole magnet extreme high vacuum chamber of high intensity heavy-ion accelerator[J]. Chinese Journal of Vacuum Science and Technology,2017,37(10):957−962 [7] 冯焱, 董猛, 吴晓斌, 等. 基于分压力测量的真空材料放气率测试方法研究[J]. 真空,2013,50(4):49−52 (in Chinese) doi: 10.3969/j.issn.1002-0322.2013.04.011 Feng Y, Dong M, Wu X B, et al. Study on method for measuring vacuum materials partial outgassing rate[J]. Vacuum,2013,50(4):49−52 doi: 10.3969/j.issn.1002-0322.2013.04.011 [8] Ishizawa K, Kurisu H, Yamamoto S, et al. Titanium materials for UHV/XHV systems[C]//Proceedings of 2006 International Symposium on Discharges and Electrical Insulation in Vacuum, Matsue, Japan: IEEE, 2006: 805−808 [9] 冯焱, 曾祥坡, 张涤新, 等. 小孔流导法材料放气率测量装置的设计[J]. 宇航计测技术,2010,30(3):66−69 (in Chinese) doi: 10.3969/j.issn.1000-7202.2010.03.016 Feng Y, Zeng X P, Zhang D X, et al. Design of measurement apparatus for material outgassing rates by orifice conductance method[J]. Journal of Astronautic Metrology and Measurement,2010,30(3):66−69 doi: 10.3969/j.issn.1000-7202.2010.03.016 [10] 王勇, 李格. 永磁体钕铁硼的热出气率[J]. 真空科学与技术学报,2000,20(4):296−299 (in Chinese) Wang Y, Li G. Thermal outgassing of NdFeB permanent magnets[J]. Vacuum Science and Technology (China),2000,20(4):296−299 [11] 董猛, 冯焱, 成永军, 等. 材料在真空环境下放气的测试技术研究[J]. 真空与低温,2014,20(1):46−51 (in Chinese) doi: 10.3969/j.issn.1006-7086.2014.01.010 Dong M, Feng Y, Cheng Y J, et al. Measurement study for vacuum materials outgassing[J]. Vacuum & Cryogenics,2014,20(1):46−51 doi: 10.3969/j.issn.1006-7086.2014.01.010 [12] 杨晓天, 蒙峻, 张军辉, 等. 不锈钢材料在真空炉高温除气后的出气性能比较[J]. 真空,2004,41(3):24−26 (in Chinese) doi: 10.3969/j.issn.1002-0322.2004.03.007 Yang X T, Meng J, Zhang J H, et al. Outgassing comparison of stainless steel before and after high-temperature degassing by vacuum furnace[J]. Vacuum,2004,41(3):24−26 doi: 10.3969/j.issn.1002-0322.2004.03.007 [13] 陈蕾, 肖梅, 张晓兵, 等. 导线在真空环境中的放气特性分析[J]. 真空与低温,2016,22(2):100−103 (in Chinese) doi: 10.3969/j.issn.1006-7086.2016.02.008 Chen L, Xiao M, Zhang X B, et al. The outgassing characteristics analysis of the wire in the vacuum environment[J]. Vacuum & Cryogenics,2016,22(2):100−103 doi: 10.3969/j.issn.1006-7086.2016.02.008 [14] 成永军, 李得天, 张涤新, 等. 极高真空校准室内残余气体的成分分析[J]. 真空科学与技术学报,2010,30(1):54−59 (in Chinese) doi: 10.3969/j.issn.1672-7126.2010.01.11 Cheng Y J, Li D T, Zhang D X, et al. Composition analysis of residual gases in extremely high vacuum calibration chamber[J]. Chinese Journal of Vacuum Science and Technology,2010,30(1):54−59 doi: 10.3969/j.issn.1672-7126.2010.01.11 -
计量
- 文章访问数: 979
- HTML全文浏览数: 979
- PDF下载数: 20
- 施引文献: 0